- Joined
- Mar 7, 2007
- Messages
- 740
- Reaction score
- 2,434
Nine or so years ago now I made a close copy of a beautiful rifle that Jim Chambers had originally done. It was not the same caliber, etc., but I did copy the engraving and carving on the rifle I made up from parts I had on hand. (Original link https://americanlongrifles.org/forum/index.php?topic=37186.0 )
One of the changes I made was to use a much smaller caliber. I had a .36 cal Rice barrel and a 25 year old piece of stock wood and geared everything else around that. That rifle shoots great and having never built a muzzle loader as small as a .36, I became quite enamored with the caliber. Don't get me wrong, I like all the others from my .45s all the way up to my 2.75" bore cannon....but I really enjoyed the .36.
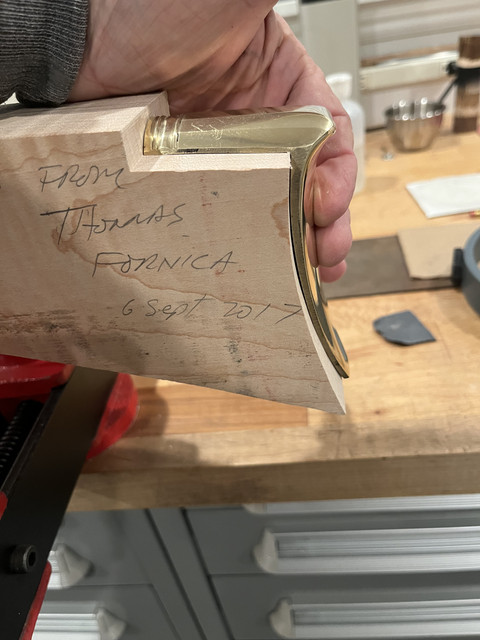
Fast forward nine years and I have a little time between rocket testing contracts to start in on another rifle....just to keep my sanity and step out of the highly technical propulsion world and into the 18th century.....for a little peace and quiet. So I pulled out a lovely piece of maple stock wood I bought from Tom Fornica in 2017 and another .36 caliber Green Mountain swamped barrel I bought from Tip Curtis about the same time frame. I also had on hand a Lancaster trigger guard and butt plate from Jim Chambers along with ram rod pipes, a spare trigger plate, trigger, nose cap, etc., etc.

Quite some time ago now I had sent the rough shaped stock and the barrel to Dave Rase and had him inlet the barrel and drill the ram rod hole for me. (This was before the US Postal Service drove David to madness and he quit doing this kind of work.... ) Then I got busy again with work and the stock / barrels sat in a corner again. Long story short, a couple of weeks ago I had time to make some actual progress.
) Then I got busy again with work and the stock / barrels sat in a corner again. Long story short, a couple of weeks ago I had time to make some actual progress.
Here the stock shape is being refined on a band saw......

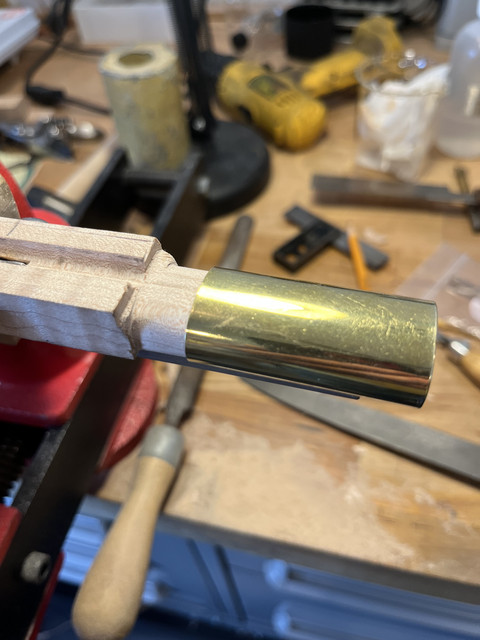
Also using the band saw, the initial prep for the butt plate is made by cutting away a lot of excess wood.....

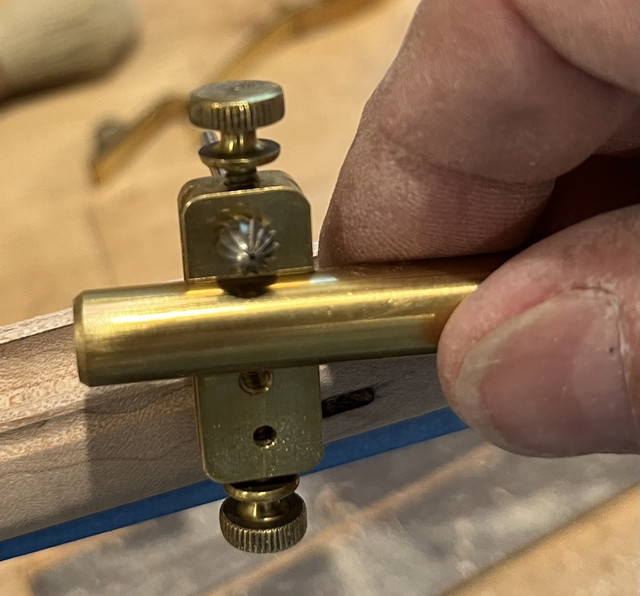
After careful final fitting of the butt plate with chisels, I bedded it with AcraGlas. (Not PC I know, but I always bed the butt plate and the barrel breach to absolutely seal the end grain in those locations with epoxy and to get a perfect fit of the barrel breach.)

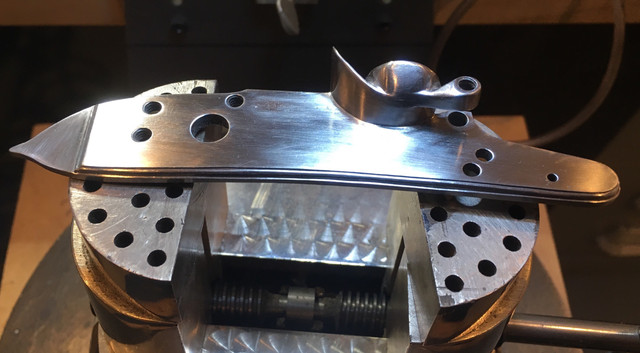
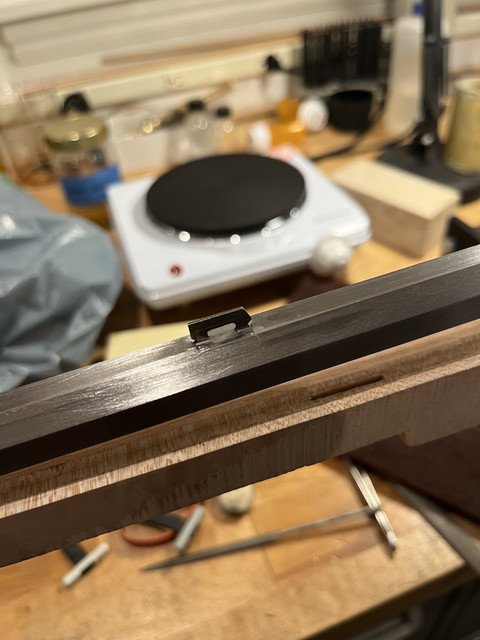
Next up was to get the barrel lugs installed on the barrel. I wanted to use barrel keys on this rifle, so I used loops. The barrel dovetails were milled in place, the loops fitted closely and then soldered permanently in place.....

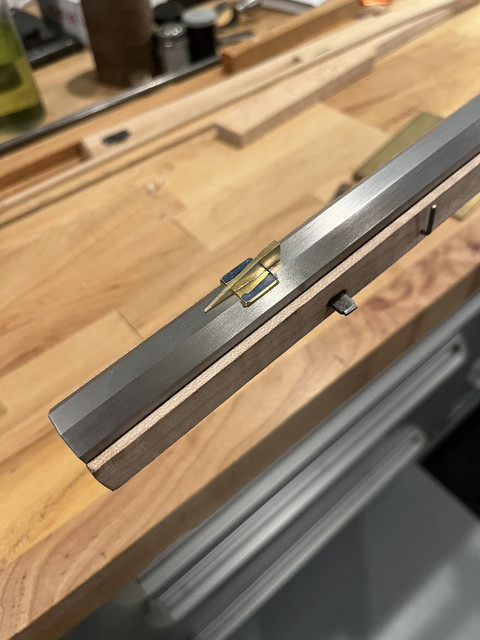
While I was at it with the milling, I cut the dovetails for the front and rear sights.....

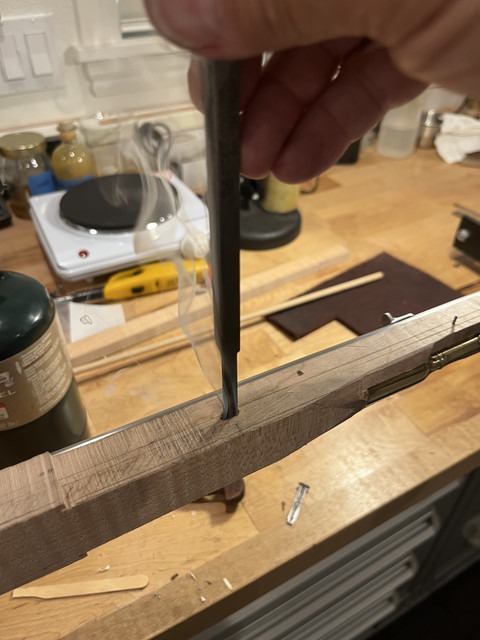
With the barrel loops installed, I used the burning in method of drilling some and then burning in the barrel key slots with a tool I made up......


Well....that's it for the running start. I need to decide on a lock for this rifle but I think I have something in mind. I'll save that for the next installment.
One of the changes I made was to use a much smaller caliber. I had a .36 cal Rice barrel and a 25 year old piece of stock wood and geared everything else around that. That rifle shoots great and having never built a muzzle loader as small as a .36, I became quite enamored with the caliber. Don't get me wrong, I like all the others from my .45s all the way up to my 2.75" bore cannon....but I really enjoyed the .36.
Fast forward nine years and I have a little time between rocket testing contracts to start in on another rifle....just to keep my sanity and step out of the highly technical propulsion world and into the 18th century.....for a little peace and quiet. So I pulled out a lovely piece of maple stock wood I bought from Tom Fornica in 2017 and another .36 caliber Green Mountain swamped barrel I bought from Tip Curtis about the same time frame. I also had on hand a Lancaster trigger guard and butt plate from Jim Chambers along with ram rod pipes, a spare trigger plate, trigger, nose cap, etc., etc.
Quite some time ago now I had sent the rough shaped stock and the barrel to Dave Rase and had him inlet the barrel and drill the ram rod hole for me. (This was before the US Postal Service drove David to madness and he quit doing this kind of work....
) Then I got busy again with work and the stock / barrels sat in a corner again. Long story short, a couple of weeks ago I had time to make some actual progress.Here the stock shape is being refined on a band saw......
Also using the band saw, the initial prep for the butt plate is made by cutting away a lot of excess wood.....
After careful final fitting of the butt plate with chisels, I bedded it with AcraGlas. (Not PC I know, but I always bed the butt plate and the barrel breach to absolutely seal the end grain in those locations with epoxy and to get a perfect fit of the barrel breach.)
Next up was to get the barrel lugs installed on the barrel. I wanted to use barrel keys on this rifle, so I used loops. The barrel dovetails were milled in place, the loops fitted closely and then soldered permanently in place.....
While I was at it with the milling, I cut the dovetails for the front and rear sights.....
With the barrel loops installed, I used the burning in method of drilling some and then burning in the barrel key slots with a tool I made up......
Well....that's it for the running start. I need to decide on a lock for this rifle but I think I have something in mind. I'll save that for the next installment.
Last edited: