If using steel wool doesn't remove enough material to smooth out the bore, then lapping with an abrasive may be the only recourse.
This actually removes material so it in a sense wears out the bore but it is sometimes the last resort.
Creating a poured lead lap is difficult and sometimes leads to more problems than it is worth.
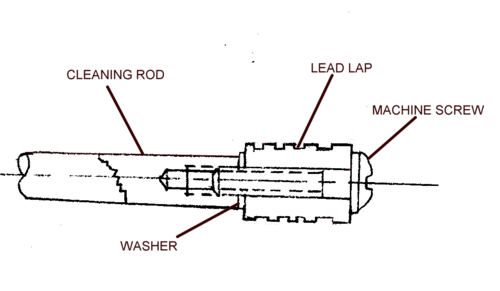
Using some existing lead slug or some purchased bullets like a Maxi Ball, Maxi Bullet can be a time saver if you drill a hole thru the center and mount it as shown in the following picture:
Notice that the screw does not bottom out in the tapped hole in the cleaning rod. If it does, shorten the screw a thread or two.
As the slug wears down, tightening the screw will expand it. Do not loosen the screw. It should be tight at all times.
The screw should always have at least 2 1/2 or more threads engaged with the cleaning rod to prevent it's pulling out.
Also, don't use an aluminum or wooden cleaning rod. They are not strong enough to prevent the screw from pulling out, or to provide the strength the screw needs to expand the plug. Buy a good steel or stainless steel cleaning rod to use with this lap.