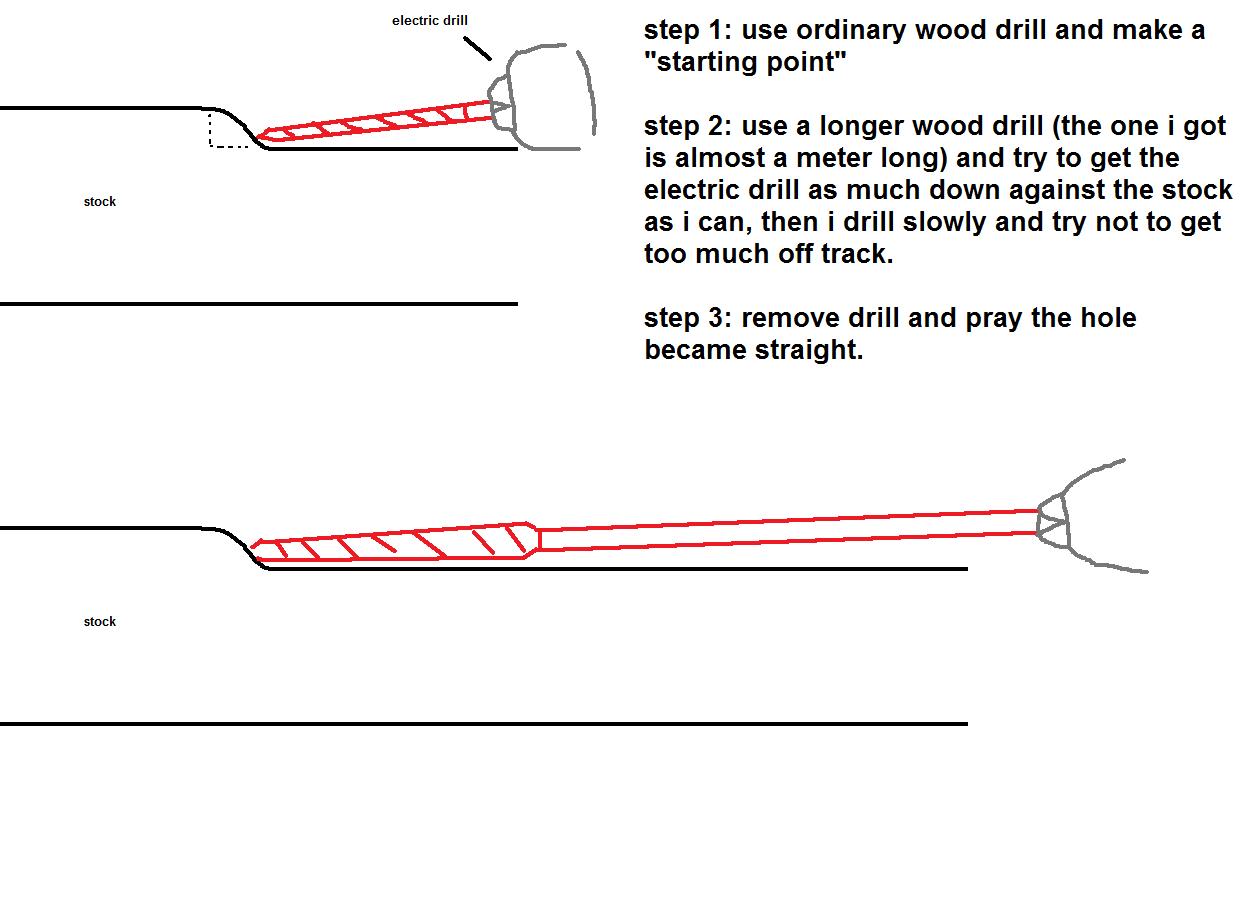
Well, as the title says, what is the best (and safest) way to drill the channel and get it straight? ive used simple electric drill and moved it forward along the stock, but it is a very tedious and dangerous method, one slip and you made a very nice line where one shouldnt be...
Also should it be made before or after the stock has been fitted with the pipe/lock etc? last time i made a stock (the large pistol) i made the channel right after fitting the pipe.
Also should it be made before or after the stock has been fitted with the pipe/lock etc? last time i made a stock (the large pistol) i made the channel right after fitting the pipe.