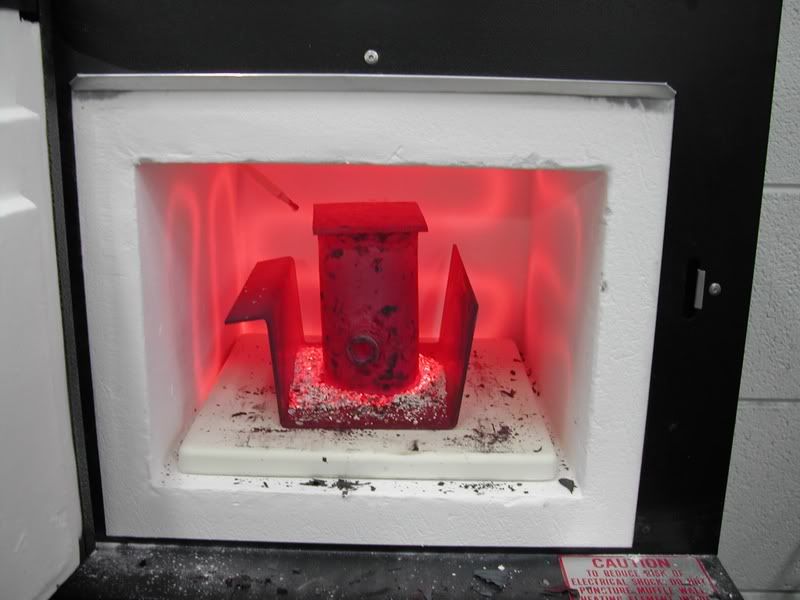
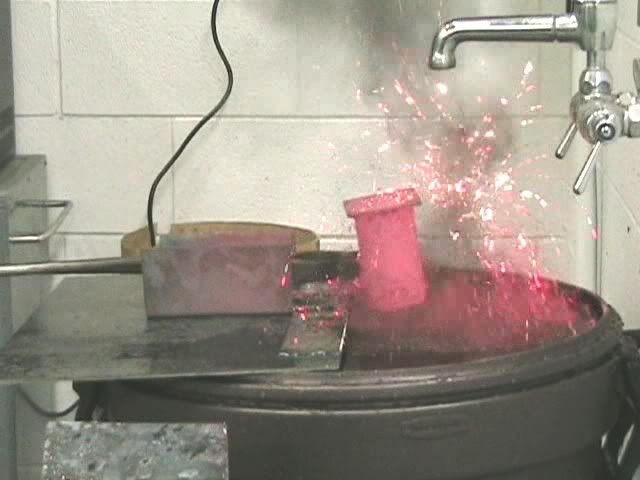
Alexander: Oscar had spacer bars and washers, with bolts, and plates to hold the charcoal to the work during the heating. Bone Charcoal is more pure than that made of wood, and apparently was and is used to give the best colors. On parts of an action or some other small part that he could not screw plates to, I believe he did wrap them with wire, loosely, so that he could pack charcoal in, underand around the wire to get the good colors. He could, and did replicate the best color hat is found on the best grade shotguns made 100 years ago. The colors leaped out at you. For those of you who have never seen a well done case hardened action, the picture above are pretty good. I suspect the lighter colors shown here are more brilliant in life than in this photograph.
As an aside, My brother bought an 1886 Winchester Lever Gun in .45-90 caliber, made in approx. 1916. It has a beautiful fancy stock, a round sporting grade barrel, and a case hadened action. Several shooters who looked the action claimed that the gun had been refinished, and was ruined. The barrel said differently. In fact, the gun had never been fired. The lifter was the wrong one, and cartridges would not feed out of the magazine into the action. He got that fixed, at McGowen's Barrels in St. Anne, Illinois, and while visiting, we stopped by Oscar's home, and showed him the gun. Oscar took one look and said that the finish on that gun was original, and then looked up some of the pictures he had of collections of gun with original colors. No doubt about it. Of course, we just laughed at folks who told us that the barrel and action had been refinished. My brother paid about 1/4 its value for the gun. He has since shot the gun and is working on Black Powder loads for it. He would like to make paper patched bullets to shoot in the gun. While the Cody Museum had no record of this gun leaving the factory, I believe it was given by an executive in the company either to a politician, or a friend, who put it in a gun rack, and never attempted to shoot it. It was passed down through the family until someone decided to hire a dealer to sell part or all of the collection. The gun functions flawlessly, now, thanks to the great work done my McGowen's gunsmith.



 Can anyone out there help me out?
Can anyone out there help me out?