- Joined
- Nov 26, 2005
- Messages
- 5,218
- Reaction score
- 10,867
Hi,
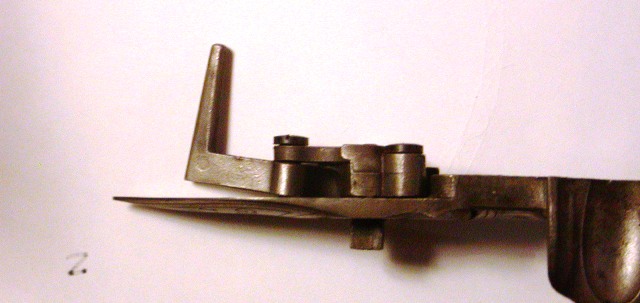
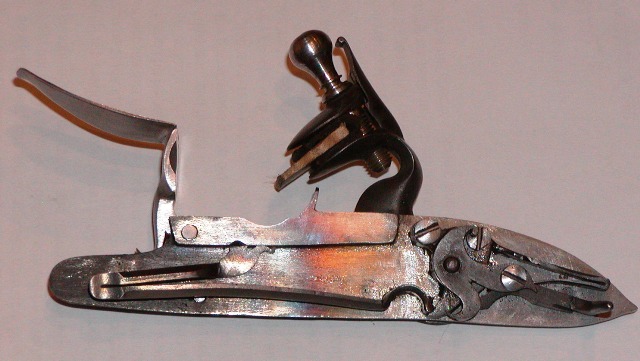
There is a current thread asking about what to do to refurbish a Pedersoli Brown Bess musket to make the gun more historically correct. After contributing to that discussion, I thought I would add this separate thread that describes how I go about historically upgrading those guns. I will document a refurbishing job that I am currently doing and I will post photos and text as I go. First and foremost, you have to know the historical details for the different musket patterns. The Pedersoli Bess, is essentially a 1769 short land pattern. There are 2 major issues that are very difficult or impossible to correct on the Perdersolis. First, the lock is incorrectly marked “Grice 1762”. By the time the pattern 1769 was issued, musket locks were no longer engraved with the lock contractor’s name and the date of lock manufacture (not the date issued or date installed on a musket by ordnance). If you have an original short land pattern Bess with a lock marked “Grice” or some other contractor, you likely have a 1759 Marine and militia musket. Pattern 1769s that made it to America should be engraved “Dublin Castle” or “Tower” with no date. Second, the buttplate is 1/4”-3/8” too small in height. That does not sound like much but it makes a big difference in the lower profile of the buttstock making the butt stock too small. That is why Pedersoli Besses always look like the butt is disproportionately small relative to the lock area compared with original Brown Besses. These are items that you normally have to live with. What you do not have to live with is the fact that Pedersoli and all other mass reproduced Besses are like ¾ completed kits with respect to the stock and fittings. This is where I will begin and eventually I will work on the lock, barrel, and swivels. Below are pictures of production guns before reworking. Note the wide lock moldings and inlets that are too deep. This is the raw material and all of that will be fixed.





There is a current thread asking about what to do to refurbish a Pedersoli Brown Bess musket to make the gun more historically correct. After contributing to that discussion, I thought I would add this separate thread that describes how I go about historically upgrading those guns. I will document a refurbishing job that I am currently doing and I will post photos and text as I go. First and foremost, you have to know the historical details for the different musket patterns. The Pedersoli Bess, is essentially a 1769 short land pattern. There are 2 major issues that are very difficult or impossible to correct on the Perdersolis. First, the lock is incorrectly marked “Grice 1762”. By the time the pattern 1769 was issued, musket locks were no longer engraved with the lock contractor’s name and the date of lock manufacture (not the date issued or date installed on a musket by ordnance). If you have an original short land pattern Bess with a lock marked “Grice” or some other contractor, you likely have a 1759 Marine and militia musket. Pattern 1769s that made it to America should be engraved “Dublin Castle” or “Tower” with no date. Second, the buttplate is 1/4”-3/8” too small in height. That does not sound like much but it makes a big difference in the lower profile of the buttstock making the butt stock too small. That is why Pedersoli Besses always look like the butt is disproportionately small relative to the lock area compared with original Brown Besses. These are items that you normally have to live with. What you do not have to live with is the fact that Pedersoli and all other mass reproduced Besses are like ¾ completed kits with respect to the stock and fittings. This is where I will begin and eventually I will work on the lock, barrel, and swivels. Below are pictures of production guns before reworking. Note the wide lock moldings and inlets that are too deep. This is the raw material and all of that will be fixed.