Hi Folks,
I am back from the Kempton Gunmaker's Fair. It was a great event and my brother, Nils, and my apprentice, Maria, came with me. Maria and I did seminars on the stepwise order of procedures for building muzzleloaders and making a historically correct 18th century British sporting gun. We also did two demos on beginning engraving and shaping wrist and lock panels including shaping the British "baluster" wrist. I don't have a mobile device so when I got home, my answering machine was loaded and could not accept more messages. I've just finished working through all the calls and questions. Maria will be off to the CLA show in Lexington, KY next Friday and Saturday.
I am back at the Baker. The owner saw the incomplete rifle at the fair and was very pleased. I inlet the ramrod pipes. They both have funnel or trumpet shaped front ends, however, the ramrod holes in the castings are not funneled at all. That completely negates the advantages of the trumpet mouths, so I funneled the front ends with a tapered grinding stone in a drill. The inletting was easy and took less than 30 minutes total for both pipes.
Next I mounted the nose cap. It went on very easily but I had to cut back the machine inlet almost 1/4" to position it correctly. After fitting it, I glued it in place with Acra Glas, which makes it so much easier to drill and fit the steel anchoring screw. I fit the screw and filed down the cap, which has a lot of extra thickness.


I rasped, filed, scraped, and sanded wood off the forestock in preparation for mounting the bayonet lug on the barrel. That was a task that required some nuance. I never made a Baker before and never directly handled an original. Consequently, I originally positioned the lug on the barrel incorrectly. If you are making a Baker, please pay attention because this stuff is important. When fitting the bayonet lug, it is incredibly important to have the castings for the bayonet. You really have to fit the lug to the barrel using the bayonet handle as a guide. The key issue is clearance between the stock and that handle when attached to the lug. I naturally assumed the lug was attached to the barrel perpendicular to the top of the barrel (9 o'clock position). I did that and discovered that the stock would have to be thinned greatly on the side of the bayonet to clear the brass handle of the bayonet. Then I looked at the TRS plans and photos of originals and suspected the lug was mounted not at the 9 o'clock position but the 9:30 position. When I did that, the handle cleared the wood and solved the problem.


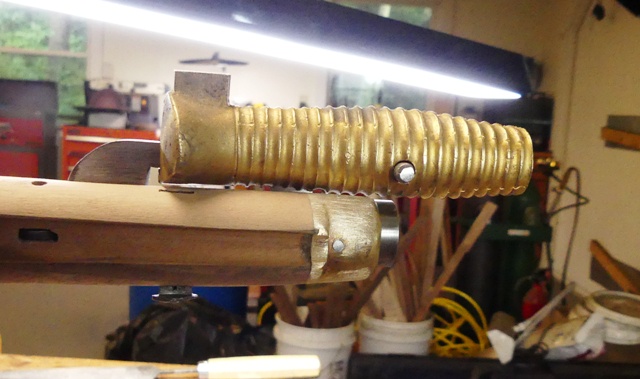
I originally mounted the lug too low on the barrel and then changed it to allow the bayonet handle to clear the stock. Consequently, I filed a little too much wood off the slot in the side of the stock intended to fit the bayonet lug. Not much but more than needed with the correct position of the lug. I used low temperature silver bearing solder for the joint. I could braze it but expect the solder to be sufficient.
Finishing the stock and bayonet is next. In the future Maria and I will post a thread about building an Elliot Carbine and a pattern 1742 King's musket.
dave
































