Hi,
I had several breaks in gun making last month but I am now back full time. I am finishing the lock. The lock on the original gun appears to be left in the white although it could have had some heat coloring when the plate, frizzen, and flint cock were case hardened. Haines may have polished off those colors but they could just as easily faded over time or been polished off when the gun was cleaned by the owner. I chose to keep a translucent hint of the heat treating colors on the lock. The first step is to file the parts to get rid of the textured surface, mold seams, and any irregularities. To me, a lock with seam lines and the textured cast and bead blasted surface, often browned, is evidence of amateurish work. I use regular and needle files to get rid of the surface and seams. I also square up edges of parts.

Then I use stones and parafin oil to polish off the file marks. After the stones, I may use 600 and 800 grit sandpaper dipped in water and always backed by a block of wood or file. I never, ever use a buffing wheel because they dish out screw holes and round corners too quickly. Look at any over buffed India-made guns to see what I mean. Finally, I use silicone polishing wheels to get into tight corners and then 3-M bristle burrs for a final polish on all surfaces. The burrs do not dish out holes and round edges and also are really useful for polishing pans and getting rid of heat treating scale.
When polishing locks, many parts are hard to hold. They can be glued to wood or held in small jigs made for that purpose. I show the top jaw attached to wood by a screw. I file and polish it and then clean up the flats hidden under the screw head by rubbing it against a file held in my vise. The I do the same with stones. Before heat treating, I cut teeth into the flint cock jaws using a round bottomed die sinker's chisel and chasing hammer. Most original locks had teeth and they really work well holding flints wrapped in leather. The ridges you see in the jaws of many modern locks are useless.





On this lock, I did not anneal any of the internal parts to polish them. I just used stones and bristle burrs. However, some manufacturer's locks I routinely anneal all hardened parts because they all need a lot of work. I did anneal the frizzen, which made it easy to polish. I am case hardening the frizzen anyway so that did not matter. I also annealed the mainspring and frizzen spring so I could grind and polish them. In this process, I balance the springs for best performance. I want the force to open the frizzen to be 30-40% of that needed to draw the flintcock back from rest to full cock. I also ground the toe of the frizzen where it contacts the spring such that it snaps open at a lower angle to the pan than before. These changes create a lock that produces sparkler sparks, most in the pan, and will do so even when he flint is dirty and dull. I always test the lock by turning the flint around so the blunt end hits the frizzen. It should still produce abundant sparks. The annealed and polished springs are heated bright red, quenched in canola oil, and then tempered for 1 hour at 750 degrees.
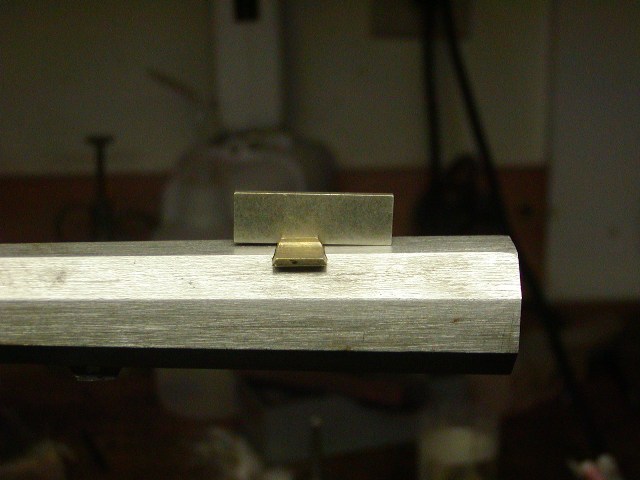
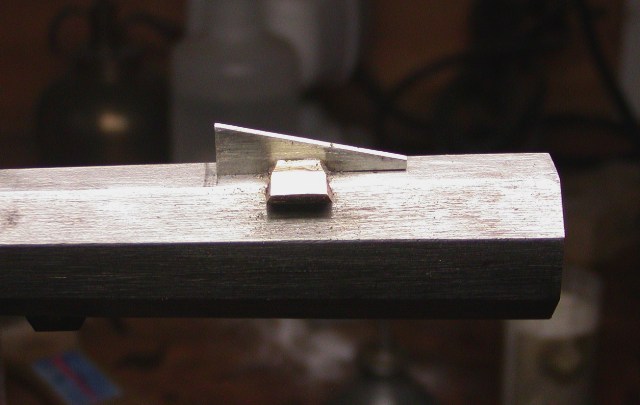
I case harden the frizzen, plate, flintcock, trigger, and top jaw. Hardening the frizzen needs no explanation but with respect to the other parts, it helps them resist rust and wear, particularly where the cock shoulder hits the lock plate. It also colors the metal and makes for a very attractive finish. I pack the parts in a metal box with wood and bone charcoal. They are completely covered with charcoal, the photo just shows their orientation.I attach a metal plate to the lock plate to eliminate risk of warping when quenched. Also note, I pack it in the charcoal on edge so it will hit the quench water on edge reducing any risk of warping. I heat the parts to 1550 degrees for 90 minutes and quench in room temperature water.




Next I temper the parts. The frizzen gets tempered for 1 hour at 375 degrees and air cooled. The other parts are tempered for the same time at 590 degrees imparting a deep blue color. After cooling I heat the toe of the frizzen to deep blue with a butane mini torch. I do not let the color migrate up the pan cover and on to the steel. I lightly polish the other parts with my bristle burrs to create a translucent blue color that looks gray under bright light. I believe, based on examining original locks, that this was a common appearance for new locks in the 18th century. It will fade to grey over time and can be easily polished off matching the appearance of relatively the pristine guns that survive until today. The top jaw and tumbler screw were polished and hardened using Kasenit. Then polished again and tempered to brilliant blue. All of the external lock parts were heated and dipped in carbolated (medicated) Vaseline, a product you cannot easily obtain anymore. It is Vaseline mixed with phenol, which is very rust resistant. I get it from Ron's apothecary in Juneau, Alaska The parts are coated with Vaseline and then heated until they smoke. That creates an invisible but very rust resistant coating on the metal. I think the final finish on this lock is very beautiful and functional.



dave