



- Joined
- Mar 7, 2007
- Messages
- 729
- Reaction score
- 2,361
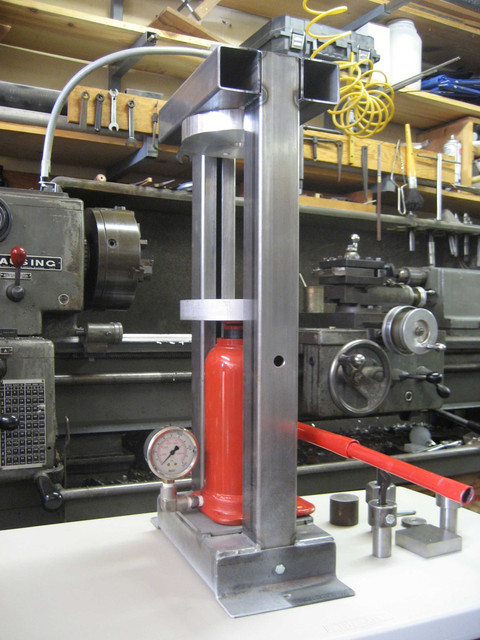
I built a hydraulic press for stamping. This first picture is of the entire press. It is a simple welded assembly of 2 inch square tubing. A hydraulic jack, with a pressure gage that reads cylinder pressure, just sits on the bottom plate and pushed against the bottom of the lower, movable platten. The lower platten has two shoulder bolts 180 degrees apart that ride in slots milled in the vertical members. Inside the verticals, tension springs are attached to the shoulder bolts and to bolts running through the lower end of the vertical pillars. These springs will lower the platten when the bypass valve on the jack is opened. The upper platten is fixed to the upper horizontal frame members and has a 3/4 inch hole in the center. The center hole will accomodate different tool holders and / or anvils. I use the press to stamp, coin, bend tangs, bend barrels, punch out sheet, press powder, etc. Very handy tool.
Stamps, tool holders, anvils, etc.

Close up of stamp in holder.

Stamp being used to mark a scrap piece of barrel.
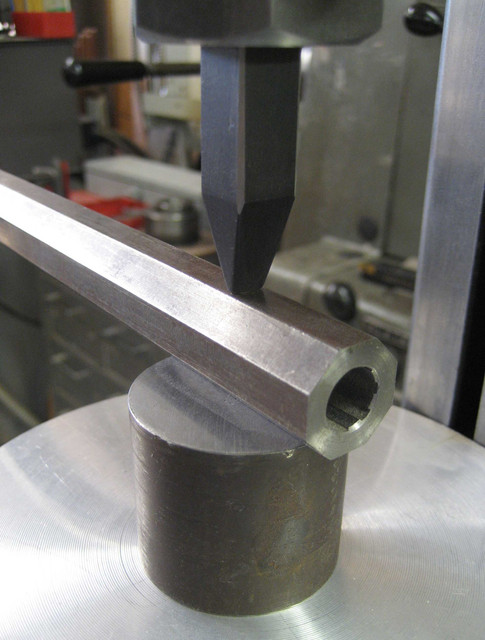
In this particular case, 2000 psi is being applied to the press (this is the cylinder pressure but the cylinder has a cross sectional area of about 1.75 square inches which means that the applied force is about 3500 pounds.)
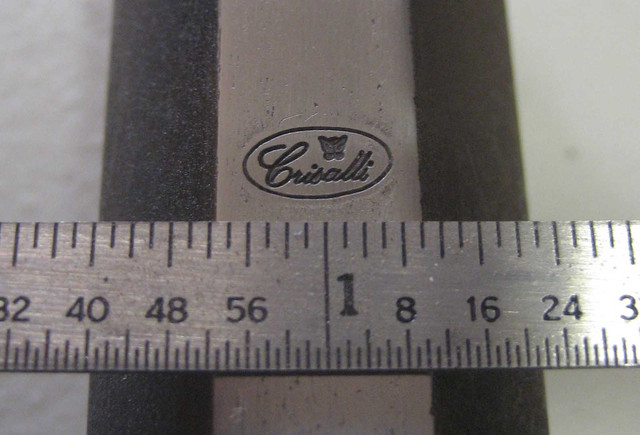
This is the resulting stamp impression. Very even and very repeatable with the pressure gage.
Graphite EDM tool to make coining (makers mark) stamps.
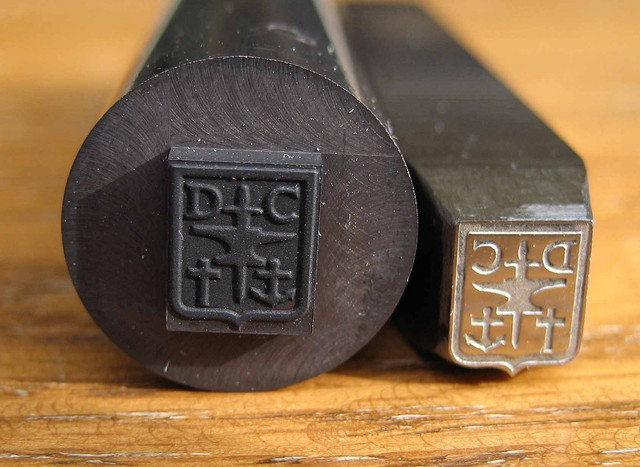
Some of my makers mark stamps.

Result of quick and dirty test pressing (really coining) of 24K gold, 0.025 inch thick in a recess quickly cut by hand graver in barrel steel. Pressed at 3200 psi hydraulic pressure - no distortion of the interior of the barrel (.45 cal, 13/ 16 across flats, no interior support)

The following is another press I used to use for making black powder. I now use this new one with a different set of tools to press 4 inch diameter "pucks" of powder prior to corning.


Stamps, tool holders, anvils, etc.
Close up of stamp in holder.
Stamp being used to mark a scrap piece of barrel.
In this particular case, 2000 psi is being applied to the press (this is the cylinder pressure but the cylinder has a cross sectional area of about 1.75 square inches which means that the applied force is about 3500 pounds.)
This is the resulting stamp impression. Very even and very repeatable with the pressure gage.
Graphite EDM tool to make coining (makers mark) stamps.
Some of my makers mark stamps.
Result of quick and dirty test pressing (really coining) of 24K gold, 0.025 inch thick in a recess quickly cut by hand graver in barrel steel. Pressed at 3200 psi hydraulic pressure - no distortion of the interior of the barrel (.45 cal, 13/ 16 across flats, no interior support)
The following is another press I used to use for making black powder. I now use this new one with a different set of tools to press 4 inch diameter "pucks" of powder prior to corning.

