OK. Lordy. 4 sessions and about 10 hrs later, I finally got the buttplate in. That’s about twice as long as it takes me for a deep crescent mountain rifle buttplate.
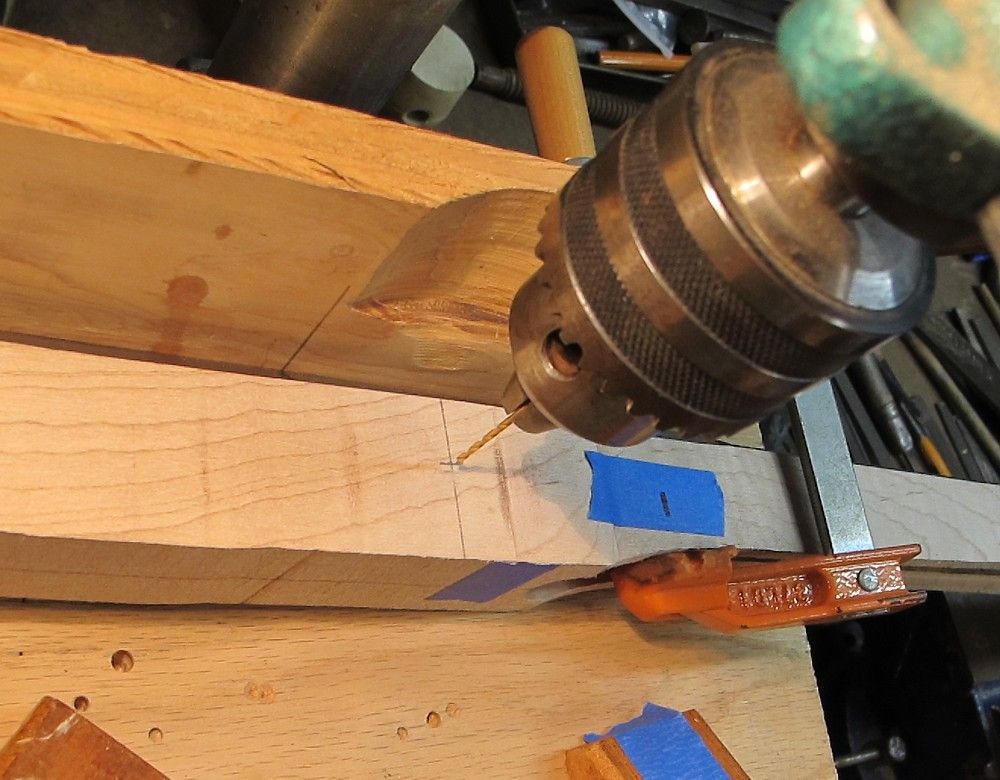
Drilled the screw holes for the buttplate.
The pilot hole on the heel was off-center ”“ I’m good at doing that, even with a punch start. ?
Tried a trick I learned on the forum to walk a hole sideways ”“ and it seemed to work.
Filed a small groove on the side I wanted to move to, and drilled with a bit just a hair larger than existing hole.
The reduced resistance on the grooved side allows the hole to re-center a bit, I suppose is the theory.
Anyway, it seemed to work.
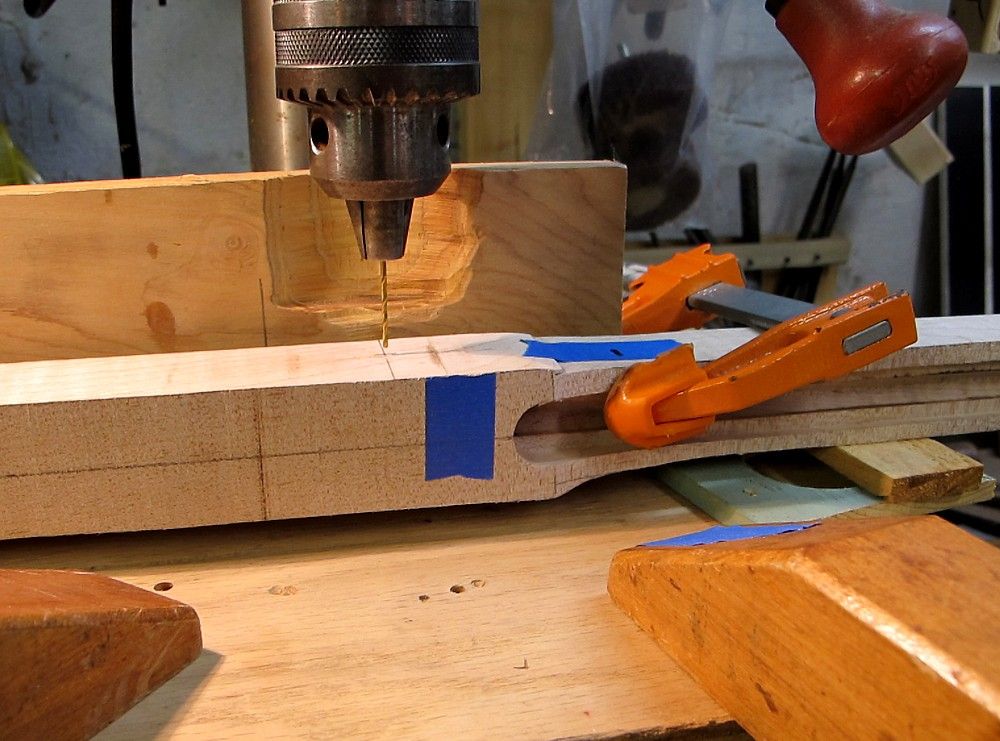
Drilled the toehole and tacked the buttplate on with temporary screws.
Tried hard to have the pilot screwholes in the stock angled such that the screw head will settle nicely in the countersink.
I use simple visual guides to help me orient the drill how I want it.
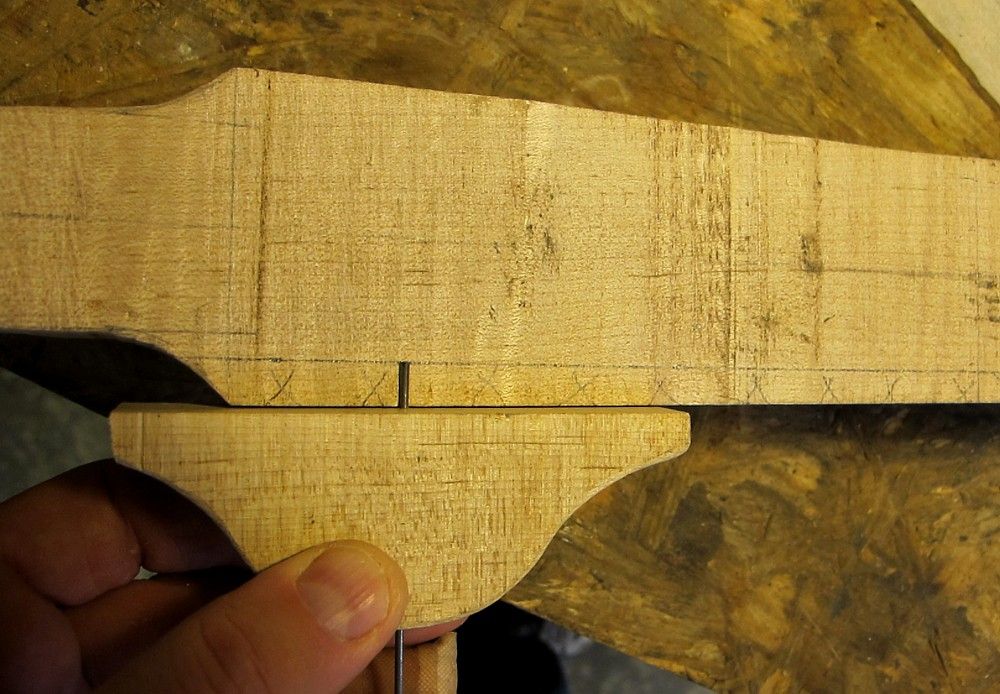
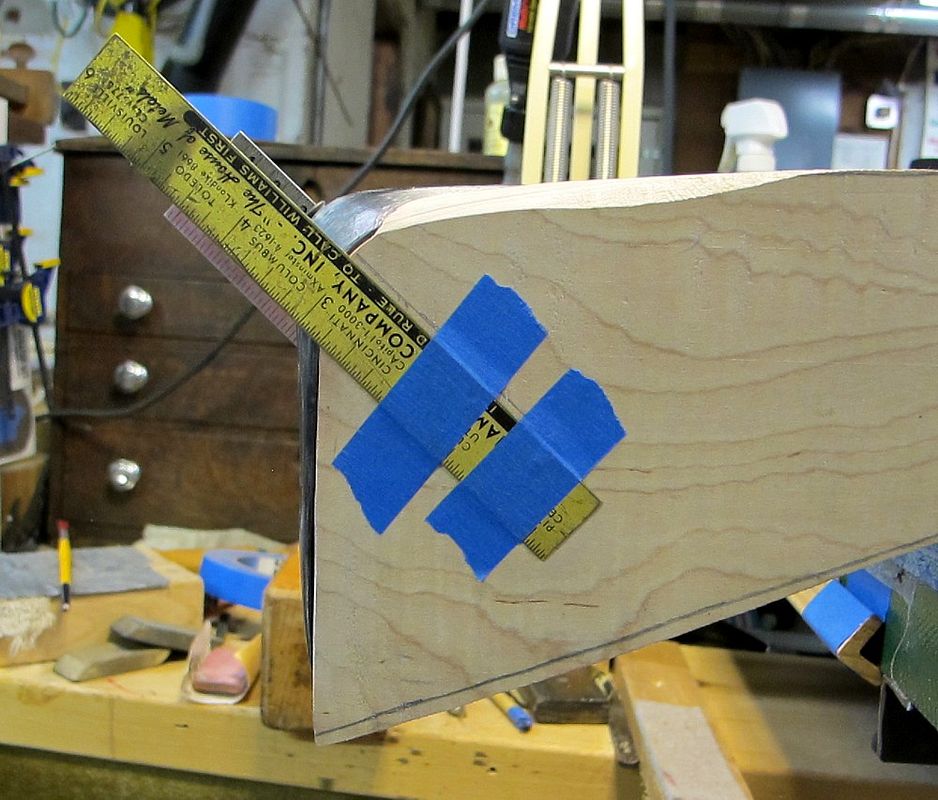
Before installing the tang bolt, I needed to file my tang down to near-final contour, so that :
(1) I could start the down-slope of the wrist right at the barrel breech, and
(2) I would know how to orient the tang bolt to the final surface of the tang.
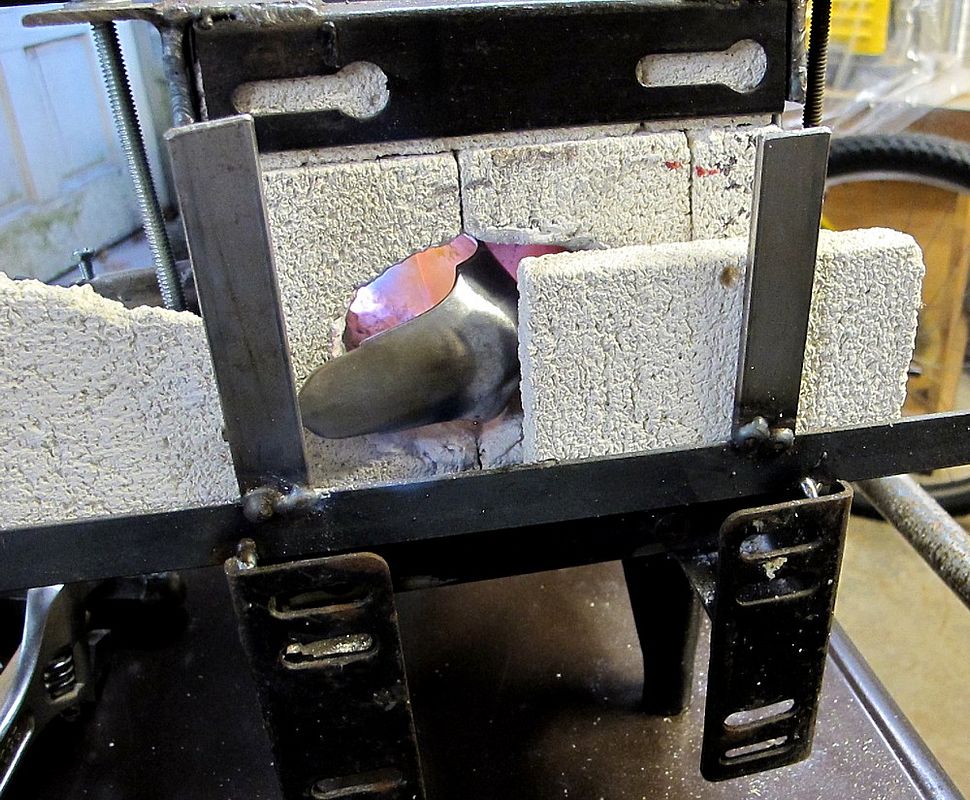
Used the grinder and a lot of elbow grease with a file, and took about 3/16” or more worth of meat off the top of the tang.
It now curves nicely into the wrist.
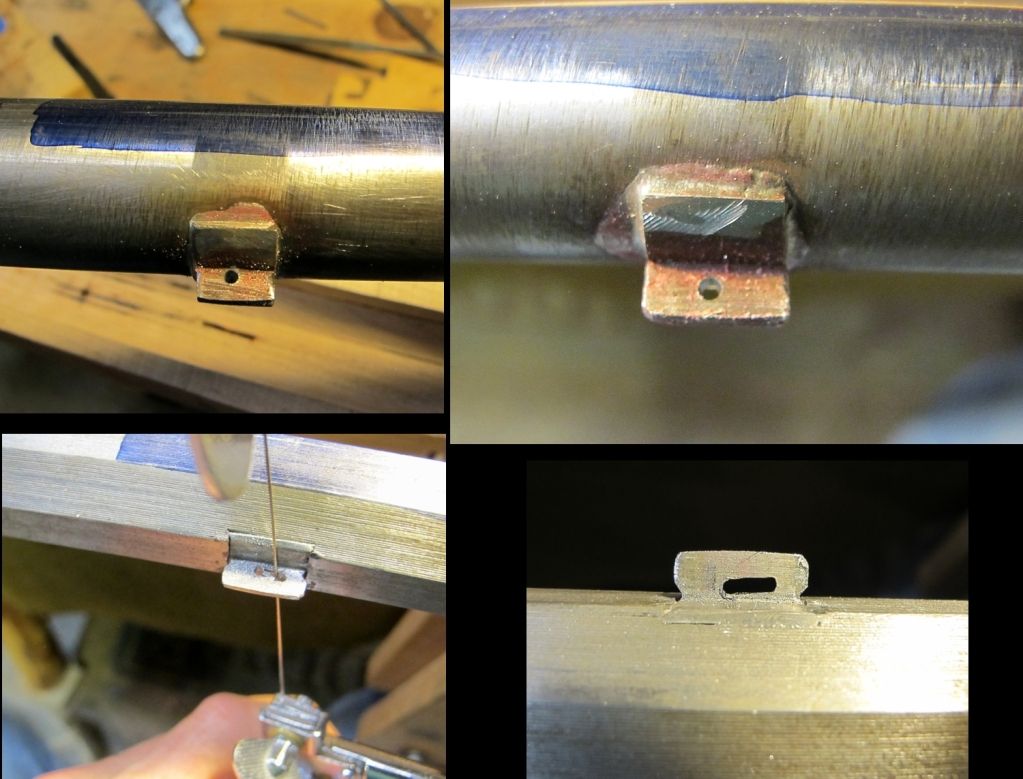
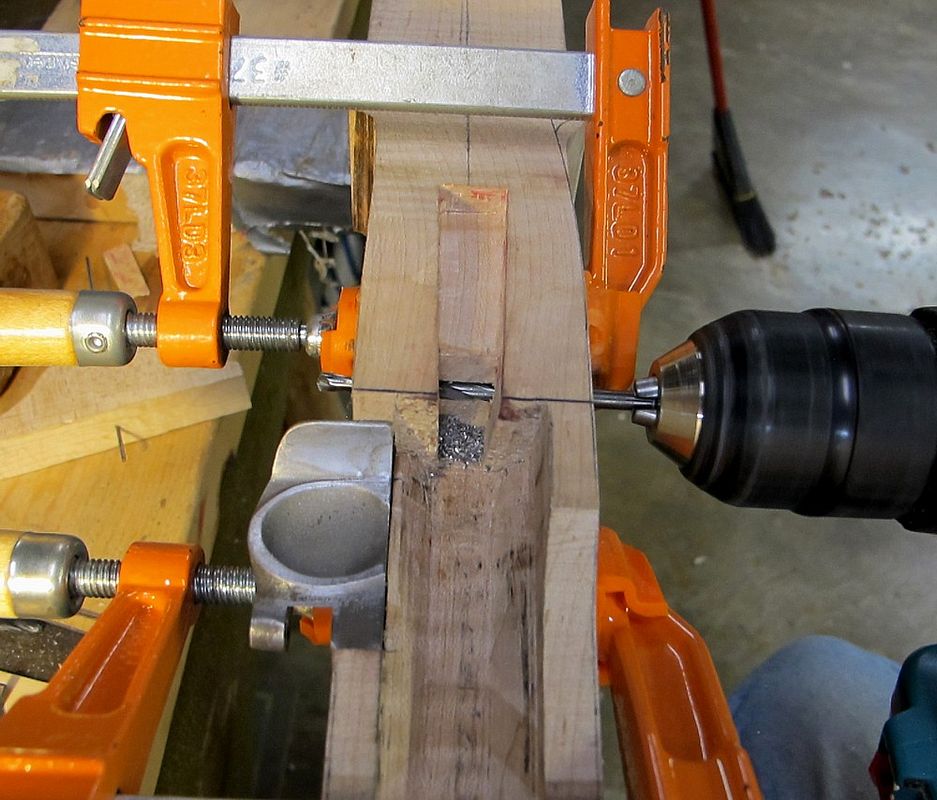
Break out the point-to-point drilling jig for the tang bolt job. I punched where I wanted the centers on the trigger plate and the tang.
I also dimpled the trigger plate punch a little deeper with a countersink, so the jig point would stay home in it.
I start my holes with center drills to further minimize wandering, and then switch to twist bits.
I drilled halfway from the top with a 1/8”, and flipped the stock and drill the bottom half.
The two holes met nicely in the middle.
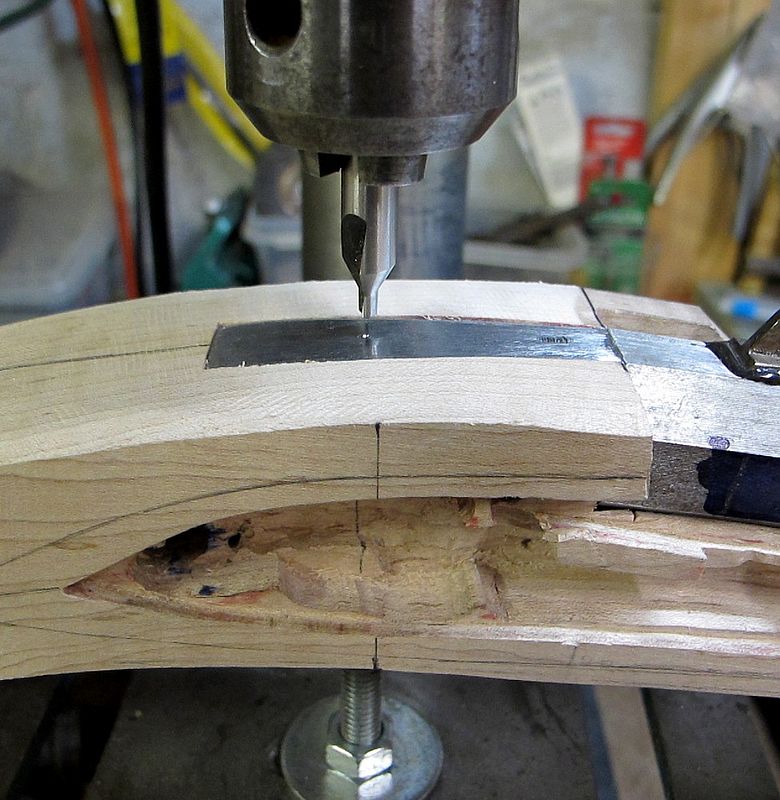
I then used a tapping-sized bit to drill the trigger plate from the bottom; then removed the trigger plate and drilled the rest with a clearance bit (from the top).
Tapped the plate through the stock.
Going at it from both sides got me the hole in the trigger plate where I wanted it ”“ I have been burned on this before when drilling from the top and the bit walked on me when it hit the underside of the trigger plate boss.
I had sketched in my lock panel earlier, so now it was time to start roughing out the lock and wrist area.
The Stanley #49 and #50 make pretty quick work of it.
When I got close to a line, I switched to my Pferd half-round cabinet file (which I really like) ”“ it leaves a nice surface, ready for scraping.
Since the radius on the front of the lockplate is smaller, I went at that with a 8mm 7 sweep Pfeil gouge, plus some files and sandpaper on a dowel.
I have found that the traditional scalpel blades also have a very handy shape to them for scraping these smaller radius’s (radii?).
You can tweak the angle up and down and get the radius you’re after.
I also used a utility knife blade scraper to sneak up to the final line of the lock plate margin.
Now why do you guess I needed that Band-aid ?
Scraping with utility blades (or carpet knife blades, etc) is something I picked up from Mark Wheland at Dixon’s last year.
It’s handy, they’re pretty cheap, sharp, and it works great.
He showed how to put a hook on them too, if anyone’s interested.
Enough for now.
Maybe too much. Anyone still awake?
Tomorrow I’ll transfer the lockplate shape to the sideplate side and rough in that side.
/mm