- Joined
- Mar 7, 2007
- Messages
- 710
- Reaction score
- 2,212
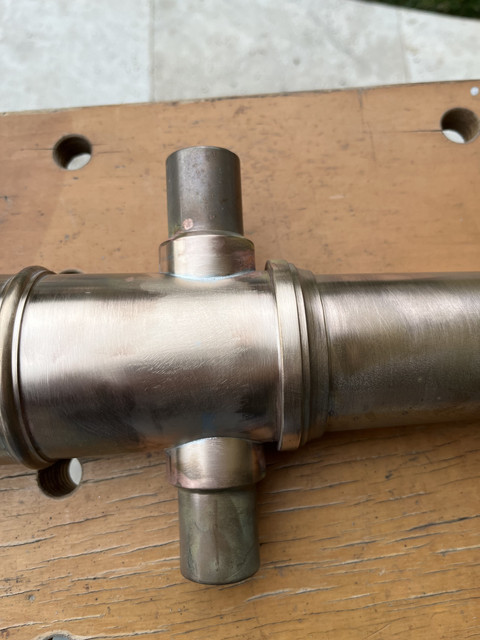
I started these guns many years ago while I was still in the Navy. They have been sitting under my workbench since 1978. I have been hard over on finishing up some cannon projects that have been hanging fire for too many years now. These guns are about 24 inches long and are currently cast solid. I bored the passage for the trunnions sideways through the castings. The machined trunnions will be furnace brazed in place and then the guns will be bored and lined with steel liners. The trunnions re 1 1/2 inches in diameter where they pass through the gun and the gun bore for the liner will be 1 1/4 inches. The liners are DOM 1.25 " OD seamless tubing with a 0.125" wall and welded breach plugs. The final bore will be 1 inch.


Not sure what I'm going to do with two more cannons.....but they need to be shootable before I worry about that.
Not sure what I'm going to do with two more cannons.....but they need to be shootable before I worry about that.