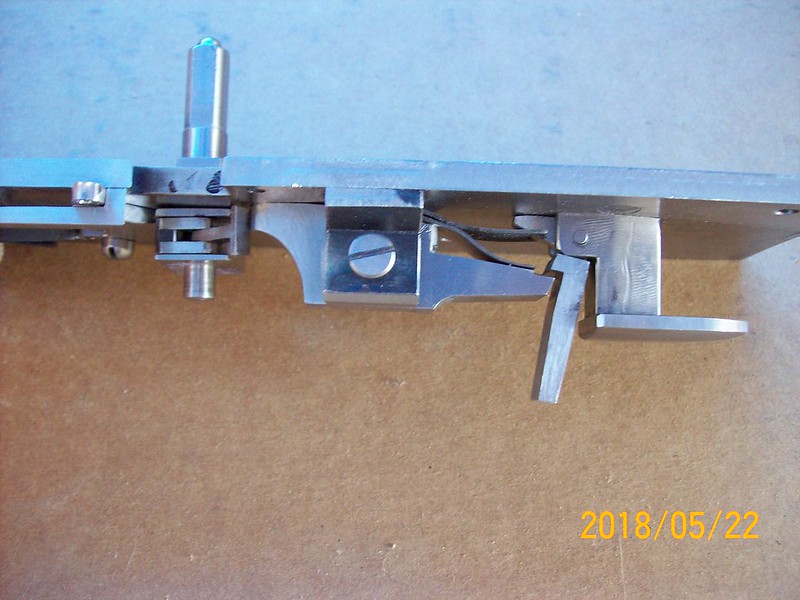
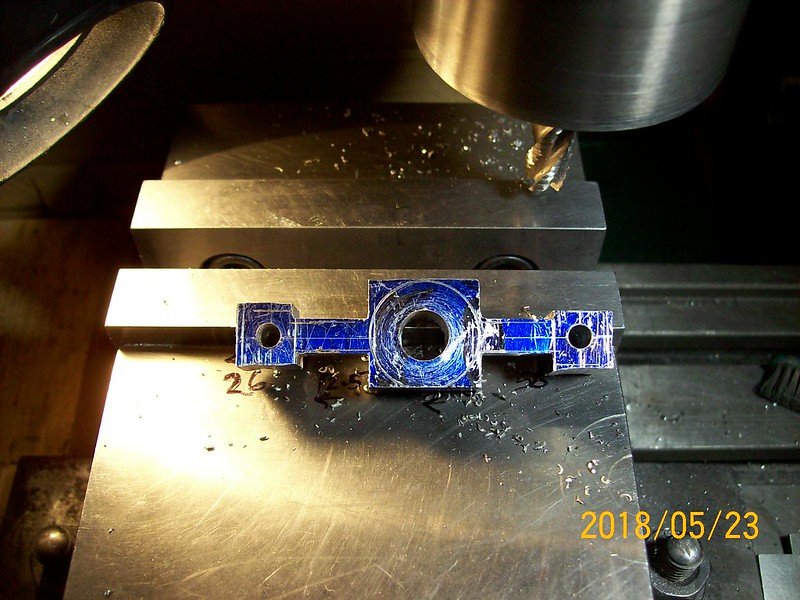
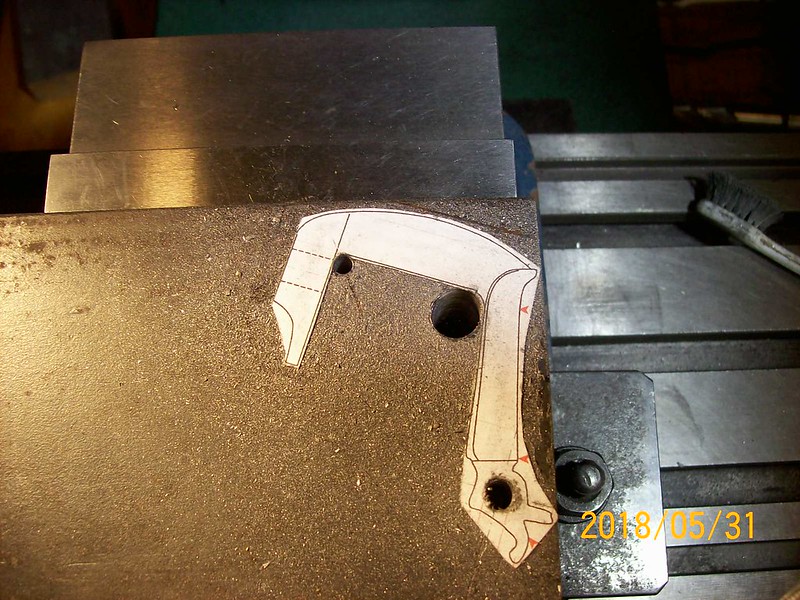
Progress photos - mainspring support riveted thru lockplate and top of the support riveted on after (side view). The sear will pivot inside this part.
 100_0592
100_0592
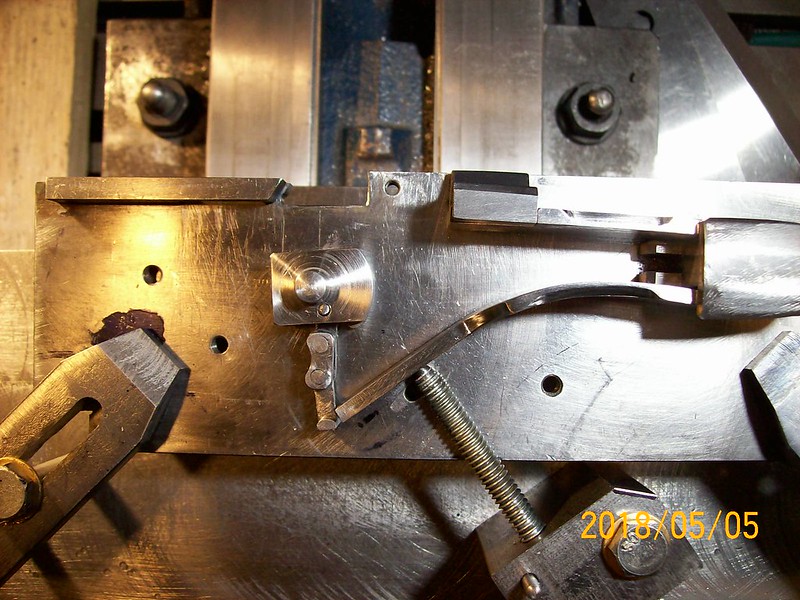
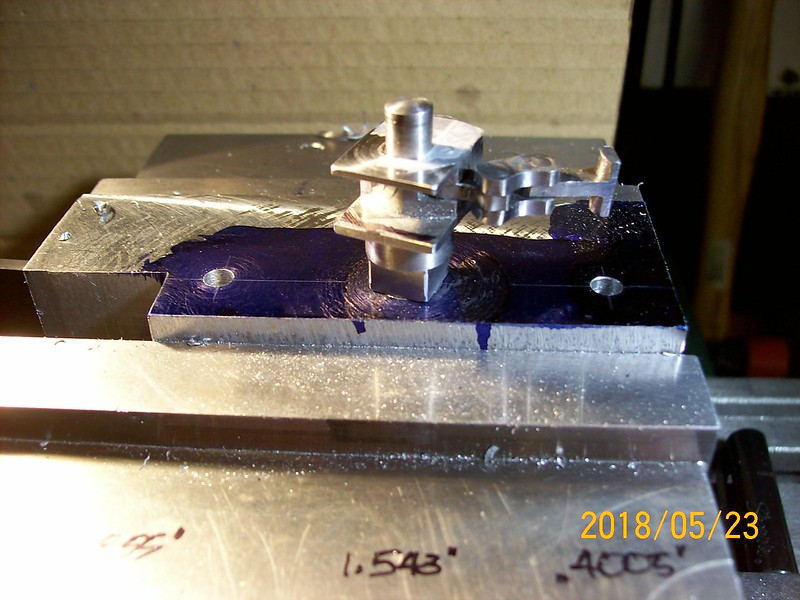
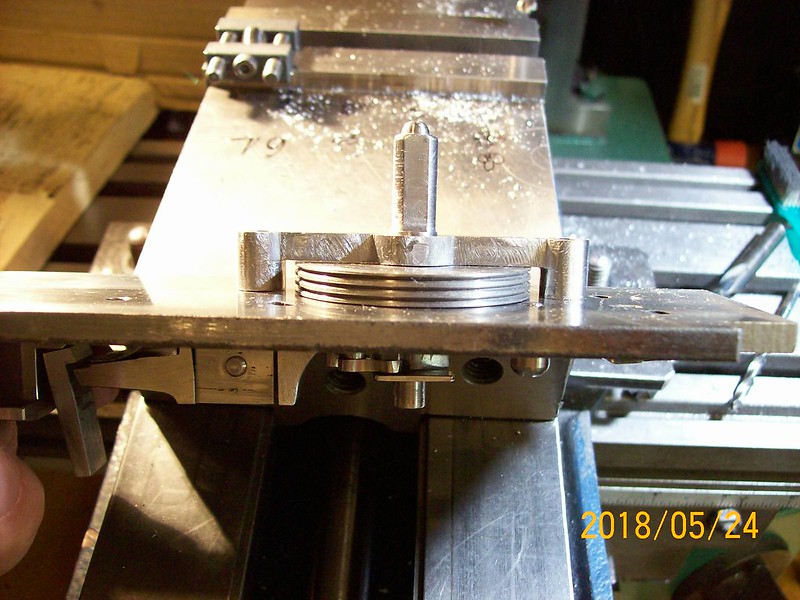
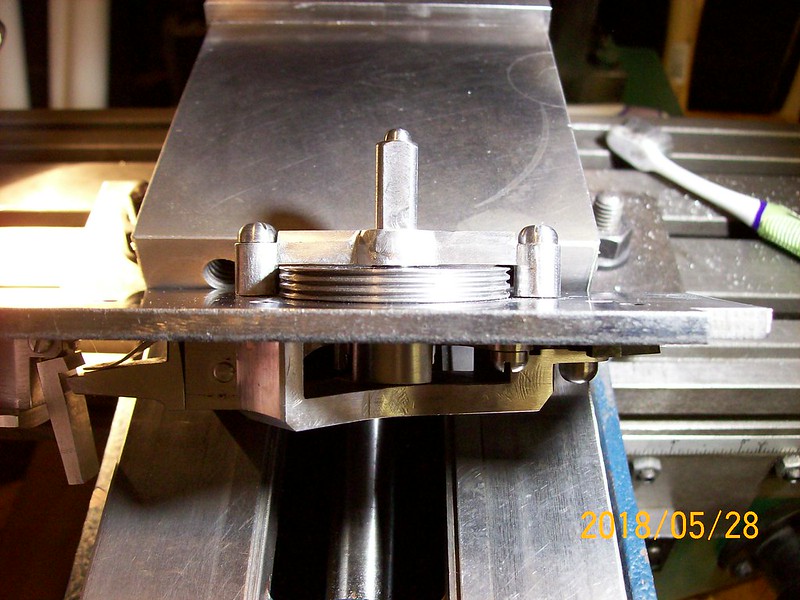
View showing mainspring support top rivet - used the 16 oz. machinist hammer this time. You can see that the mainspring bears against the support. I made the part asymmetric.
 100_0594
100_0594
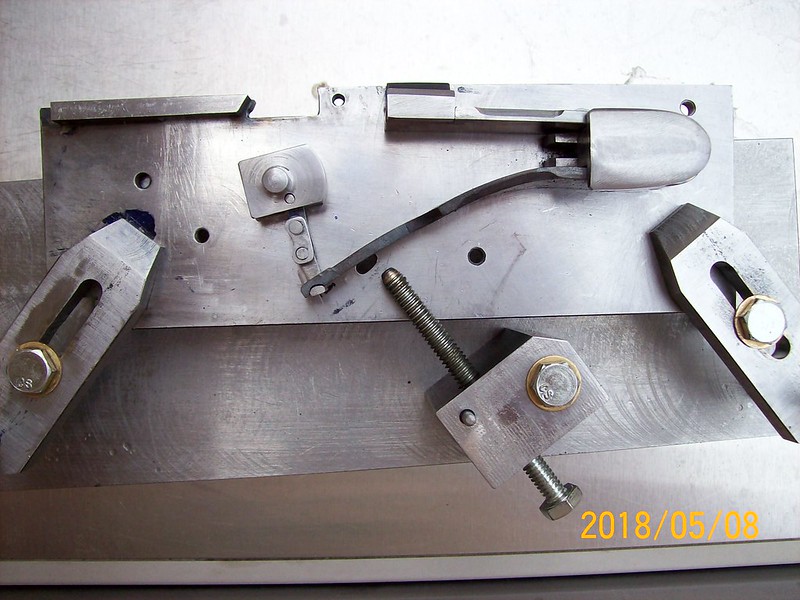
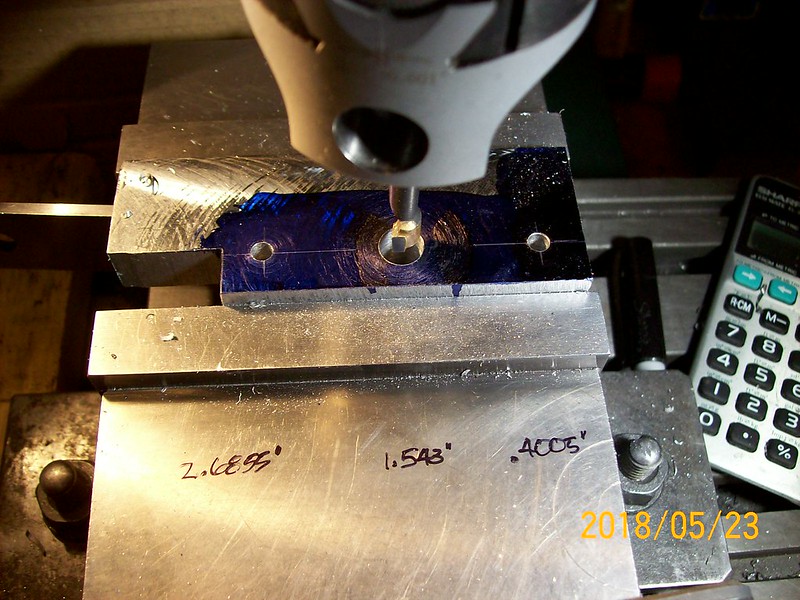
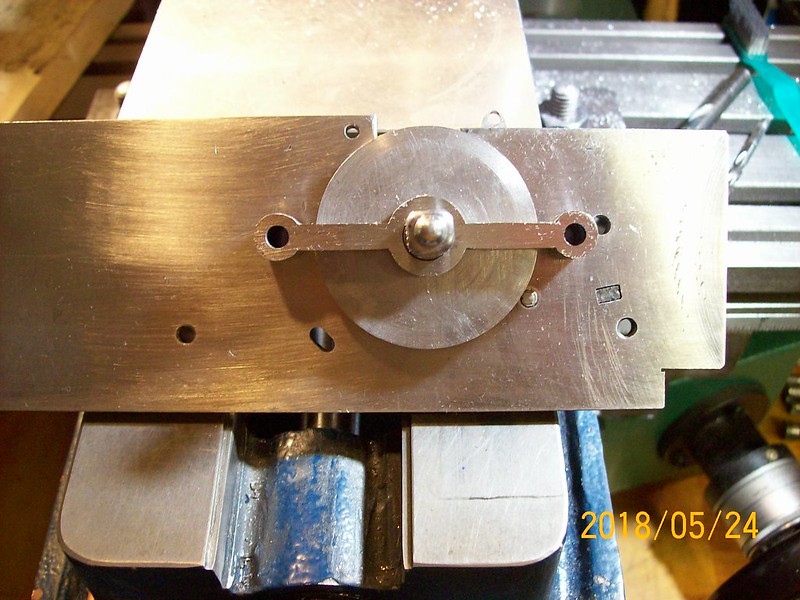
Support top smoothed out.
 100_0596
100_0596
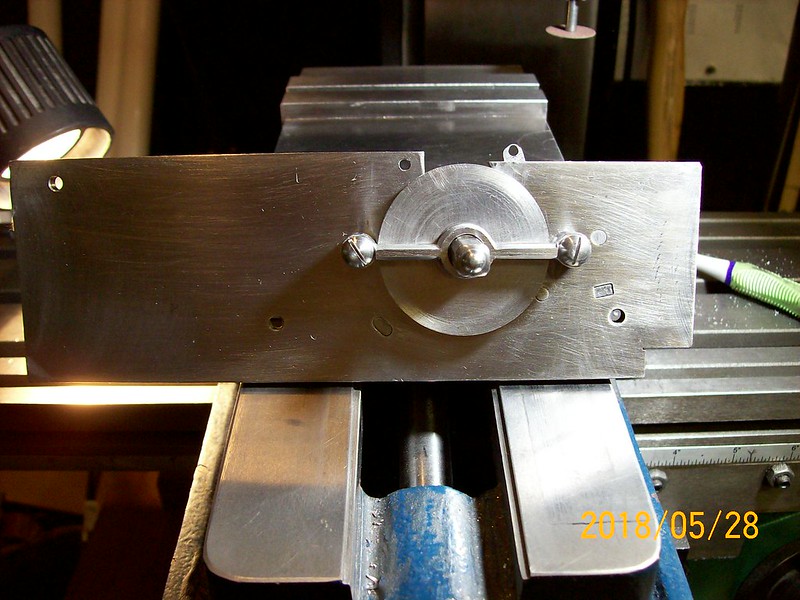
later, Mike (click on the photos & they'll enlarge at flickr)
100_0592 View showing mainspring support top rivet - used the 16 oz. machinist hammer this time. You can see that the mainspring bears against the support. I made the part asymmetric.
100_0594Support top smoothed out.
100_0596 later, Mike (click on the photos & they'll enlarge at flickr)