- Joined
- Nov 26, 2005
- Messages
- 5,240
- Reaction score
- 11,006
Hi,
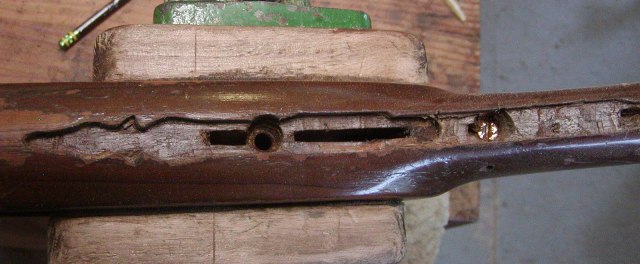
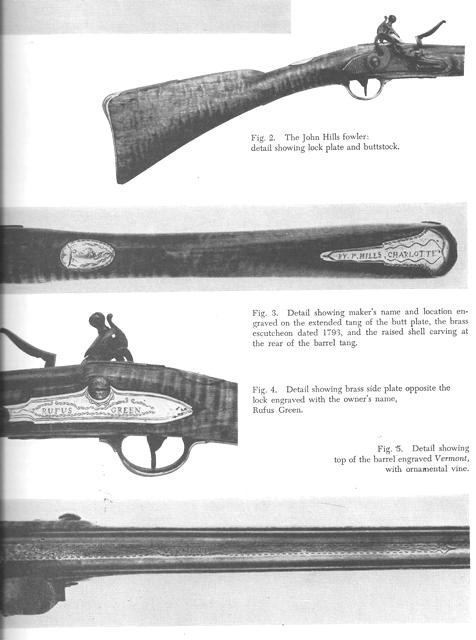
One of these days I'll get my Peter Berry finished but I have to jump on these next projects right away. I am building 2 John Hills inspired guns, a rifle and fowler. I write "inspired" because neither will be a bench copy but they should be recognizable as plausible Hills' products. John Hills likely was the first gunsmith working in Vermont. He was the son of gunsmith Benoni Hills of Goshen, CT, and brother to gunsmith Medad Hills. All of his guns were slim and elegant and usually stocked in stunning curly maple. Today, I want to discuss just the fowler project. Some of you may remember I helped a blind man named Josh Tabor, to build a Dickert inspired rifle. That project was a success but he also needs a good fowler because he is a successful turkey hunter. About 10 years ago, he bought what he thought was a good quality NW trade gun for $900 from a muzzleloader retailer. Remember, he is blind and what he was sold was an India-made "Ketland officer's fusil" that normally retails for $500. Yes, there are people who do this kind of stuff. You can see the gun on the Middlesex Valley Traders website, however, they were not the retailers involved. It is junk. Anyway, I talked it over with Josh and suggested that we could salvage a lot of the gun to make a really nice gun inspired by John Hills. All of the hardware parts are very thick with extra metal so they could be considered raw material. The lock was a mess but it had so much extra steel that I could remake it into almost anything. Here are photos of the gun and lock.










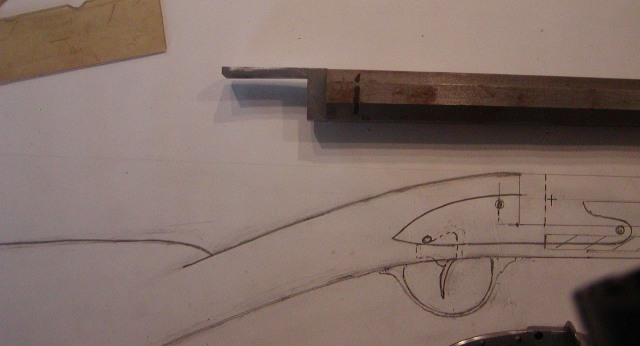
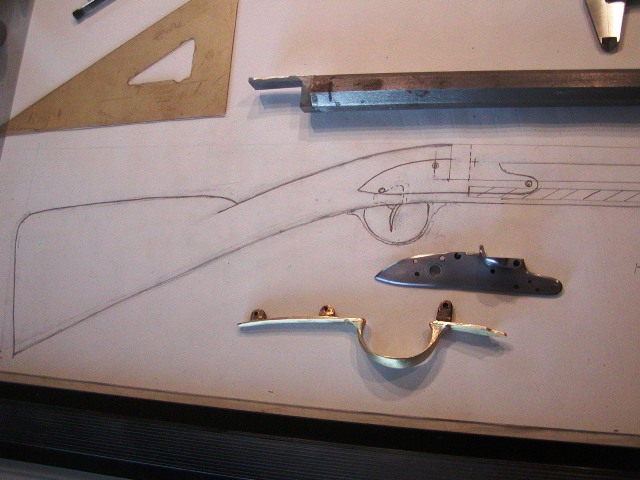
We ditched the stock, barrel, side plate, and butt plate but should be able to use all of the rest of the parts. My first task was to rebuild the lock. This was a fun project. It appears that John Hills made his own locks and I cannot duplicate one exactly with the India-made lock but I can duplicate the rustic look of a lock made in NE and with some Hills features. It turns out that the steel on the lock is a delight to work and I treated it like it was a very rough kit. I replaced most of the internals with Chambers Siler parts and used a new flat flint cock. I am almost finished heat treating the components and will post photos in the next few days. I have a really nice sugar maple stock blank and a good barrel for the project. I'll post photos as I go. With the high price of gas, Josh will only be working with me occasionally plus he and his wife are building a new house with Habitat For Humanity. He'll be busy.
dave
One of these days I'll get my Peter Berry finished but I have to jump on these next projects right away. I am building 2 John Hills inspired guns, a rifle and fowler. I write "inspired" because neither will be a bench copy but they should be recognizable as plausible Hills' products. John Hills likely was the first gunsmith working in Vermont. He was the son of gunsmith Benoni Hills of Goshen, CT, and brother to gunsmith Medad Hills. All of his guns were slim and elegant and usually stocked in stunning curly maple. Today, I want to discuss just the fowler project. Some of you may remember I helped a blind man named Josh Tabor, to build a Dickert inspired rifle. That project was a success but he also needs a good fowler because he is a successful turkey hunter. About 10 years ago, he bought what he thought was a good quality NW trade gun for $900 from a muzzleloader retailer. Remember, he is blind and what he was sold was an India-made "Ketland officer's fusil" that normally retails for $500. Yes, there are people who do this kind of stuff. You can see the gun on the Middlesex Valley Traders website, however, they were not the retailers involved. It is junk. Anyway, I talked it over with Josh and suggested that we could salvage a lot of the gun to make a really nice gun inspired by John Hills. All of the hardware parts are very thick with extra metal so they could be considered raw material. The lock was a mess but it had so much extra steel that I could remake it into almost anything. Here are photos of the gun and lock.
We ditched the stock, barrel, side plate, and butt plate but should be able to use all of the rest of the parts. My first task was to rebuild the lock. This was a fun project. It appears that John Hills made his own locks and I cannot duplicate one exactly with the India-made lock but I can duplicate the rustic look of a lock made in NE and with some Hills features. It turns out that the steel on the lock is a delight to work and I treated it like it was a very rough kit. I replaced most of the internals with Chambers Siler parts and used a new flat flint cock. I am almost finished heat treating the components and will post photos in the next few days. I have a really nice sugar maple stock blank and a good barrel for the project. I'll post photos as I go. With the high price of gas, Josh will only be working with me occasionally plus he and his wife are building a new house with Habitat For Humanity. He'll be busy.
dave