- Joined
- Nov 26, 2005
- Messages
- 5,224
- Reaction score
- 10,884
Hi,
Well here I go again. I have 3 projects going on at the moment, Josh's rifle, a pattern 1730 Brown Bess and a 1770s rifled officer's fusil. I've wanted to build the rifled fusil for a long time and Chris Laubach sold me the perfect barrel and stock for it. I had TRS parts for a Twigg fusil including the buttplate, triggerguard, and parts set for the lock. There were not many rifled fusils made by the British in the 18th century but Bailey shows examples by John Hirst and John Twigg in his book on British military flintlock rifles. So I am making a rifle based on examples by those makers. Fusil just means "gun" in French. In the English military context it meant flintlock guns issued to "fusiliers", which were units tasked with defending artillery. The flintlocks were safer around the powder for cannons than infantry with matchlocks and burning match cord. As such, it had no implication of style or bore. Flintlock muskets issued to fusilier units were fusils. Later it tended to be confused with carbines, which were lighter, shorter, and of smaller bore than muskets. But "fusil" technically was not associated with any official military specification. So officer's fusils, which were usually smaller and lighter guns than muskets, really just meant guns carried by officers. There was no official pattern and most were purchased privately by the officer or regiment.
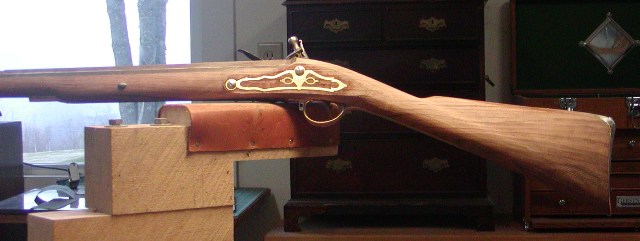
My project is based on guns by John Twigg and John Hirst during the 1770s. As such, it looks like a 1770s fowler with rifled barrel and fitted with a short bayonet that is stored in the butt. The acorn trigger guard is correct for this period and there will be the coarse checkering on the wrist that began to be fashionable in the 1770s.




In addition, the lock is flat-faced as it should be. In the 1770s only livery, military, and cheap trade guns had round-faced locks. I built it from TRS castings but replaced the **** with one from a Chambers early Ketland lock, which has much better geometry. I will cut the proper two-stepped molding around it later.


The barrel is a Colerain "D" weight octagon to round 42" inches long and 0.62 caliber. I cut it back to 39", which improved the balance immensely. It has to be fit for the bayonet. The stock is English walnut, which Chris had the barrel inlet and 3/8" ramrod groove and hole already done. The thicker ramrod will be fine for a rifled gun and I am taking measures to keep the gun really slim despite the thickness of the rod. The hardware will be brass and I will cast the side plate, which will be a panoply of arms. I will also create a wrist escutcheon.
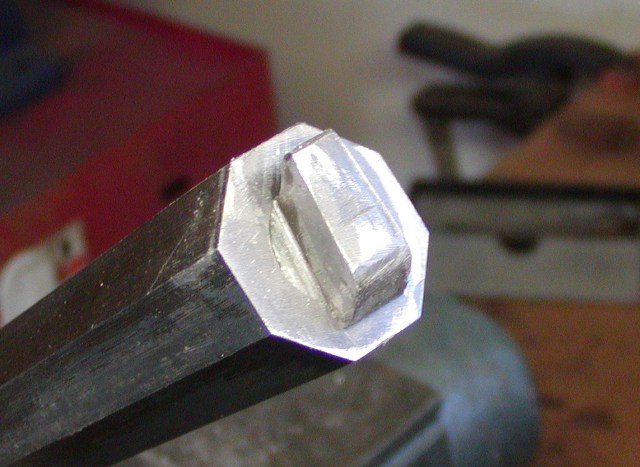
The standing breech is from TRS and I filed the breech plug fitted to the barrel into a hook for the breech. Note that it tapers toward the top. That provides a nice snug fit. Also note the lug on the bottom for the cross pin, an essential feature.


I fit the standing breech to the barrel then solder it in place. Then I inlet it into the stock attached to the barrel. The result looks like it grew from the wood. The breech has a sighting groove and hump, which will enhance the elegant profile of the gun. It should be a very elegant piece.



dave
Well here I go again. I have 3 projects going on at the moment, Josh's rifle, a pattern 1730 Brown Bess and a 1770s rifled officer's fusil. I've wanted to build the rifled fusil for a long time and Chris Laubach sold me the perfect barrel and stock for it. I had TRS parts for a Twigg fusil including the buttplate, triggerguard, and parts set for the lock. There were not many rifled fusils made by the British in the 18th century but Bailey shows examples by John Hirst and John Twigg in his book on British military flintlock rifles. So I am making a rifle based on examples by those makers. Fusil just means "gun" in French. In the English military context it meant flintlock guns issued to "fusiliers", which were units tasked with defending artillery. The flintlocks were safer around the powder for cannons than infantry with matchlocks and burning match cord. As such, it had no implication of style or bore. Flintlock muskets issued to fusilier units were fusils. Later it tended to be confused with carbines, which were lighter, shorter, and of smaller bore than muskets. But "fusil" technically was not associated with any official military specification. So officer's fusils, which were usually smaller and lighter guns than muskets, really just meant guns carried by officers. There was no official pattern and most were purchased privately by the officer or regiment.
My project is based on guns by John Twigg and John Hirst during the 1770s. As such, it looks like a 1770s fowler with rifled barrel and fitted with a short bayonet that is stored in the butt. The acorn trigger guard is correct for this period and there will be the coarse checkering on the wrist that began to be fashionable in the 1770s.
In addition, the lock is flat-faced as it should be. In the 1770s only livery, military, and cheap trade guns had round-faced locks. I built it from TRS castings but replaced the **** with one from a Chambers early Ketland lock, which has much better geometry. I will cut the proper two-stepped molding around it later.
The barrel is a Colerain "D" weight octagon to round 42" inches long and 0.62 caliber. I cut it back to 39", which improved the balance immensely. It has to be fit for the bayonet. The stock is English walnut, which Chris had the barrel inlet and 3/8" ramrod groove and hole already done. The thicker ramrod will be fine for a rifled gun and I am taking measures to keep the gun really slim despite the thickness of the rod. The hardware will be brass and I will cast the side plate, which will be a panoply of arms. I will also create a wrist escutcheon.
The standing breech is from TRS and I filed the breech plug fitted to the barrel into a hook for the breech. Note that it tapers toward the top. That provides a nice snug fit. Also note the lug on the bottom for the cross pin, an essential feature.
I fit the standing breech to the barrel then solder it in place. Then I inlet it into the stock attached to the barrel. The result looks like it grew from the wood. The breech has a sighting groove and hump, which will enhance the elegant profile of the gun. It should be a very elegant piece.
dave