Hi and thanks again for all your kinds comments and support. Maria had no idea she had such a big audience until yesterday.
The Rice barrel is beautiful and will make a very light, well balanced bird gun. It is of an earlier 1690s-1710s design but will work fine. We may make a few minor profile changes.

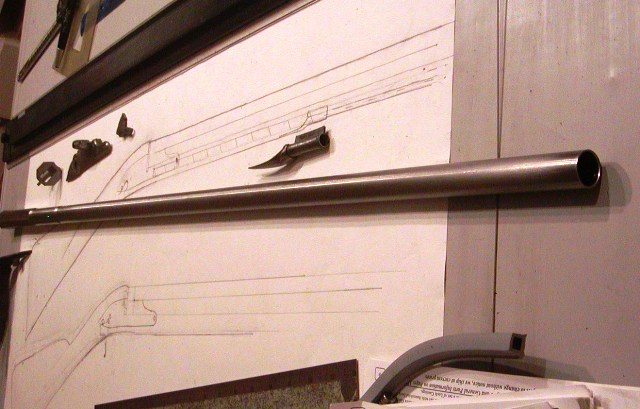
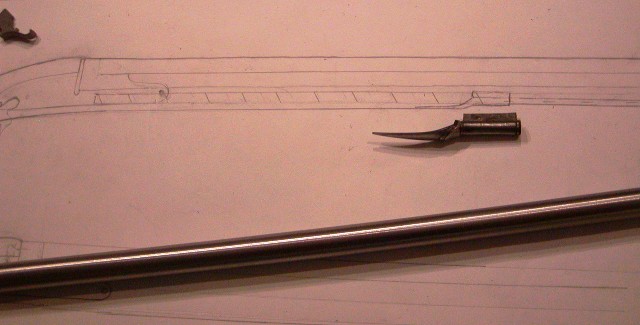
Jason provided a hooked plug and standing breech, which were beautifully machined and very precisely fit. Unfortunately, the tang on the standing breech is only 1.6" long, which is way too short. It needs to be about 2.25" long to be historically accurate for the gun and to be able to fit a tang screw that threads into a trigger plate at the right position on the stock for a Chambers round-faced English lock. With the short tang, the trigger plate would have to be too far forward or have a very long front extension. So, we are going to use a standing breech from TRS (which I have) and replace the hooked plug. We will cut a hook from a standard breech plug fitted to the barrel. Maria will learn to fit a breech plug and shape a hook, basic skills she should learn to be a competent muzzleloader gunsmith. We will save Jason's hooked breech and eventually use it on a pistol for which it is ideal. She already removed the hooked plug provided and needed almost her entire weight on the wrench to move it at first. But she did it without damaging the hook.
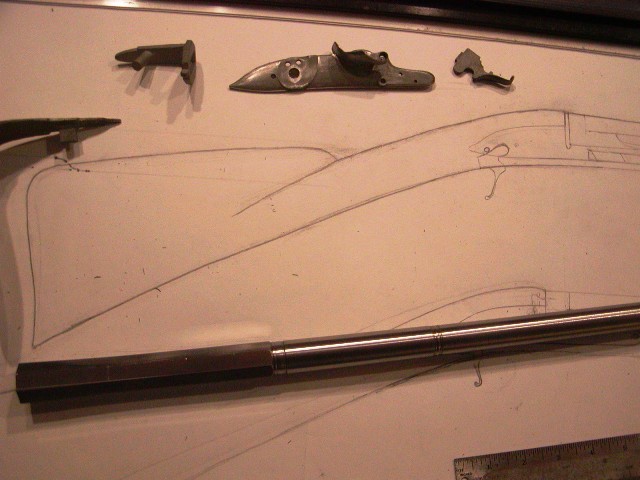
We were struggling a bit with designing the gun so it fit her but retained the architecture we wanted. Maria needs about 3.25" of drop at heel but also needs a tall comb, and slight positive pitch. These are suggestions James Rogers mentioned to me when fitting women and he is bang on. Well James, Maria and I fussed with adjusting the design of the high end fowler I built and merging it a bit with the original fowler I bought from Jim Kibler.
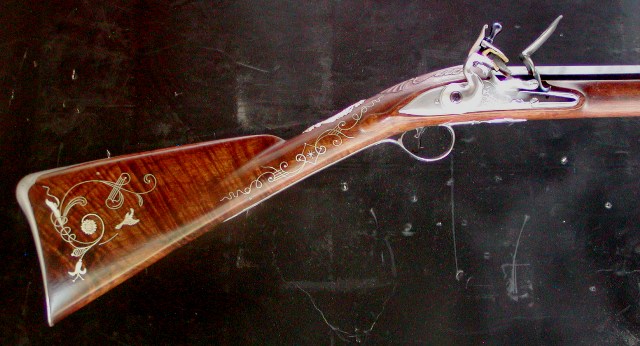

We had what seemed a pretty good compromise but then Maria shouldered the silver mounted Heylin gun I bought from you. It was almost a perfect fit. It just needed about 1/4" more drop at heel.

We went back to the drawing board and designed a new gun using the Heylin as our model. We made it a little more robust given what her fowler is supposed to represent (a good but not 1st quality export fowler from London) and that she will use it for reenacting a member of Warner's Green Mountain Boys. She fell in love with the Heylin and maybe she will try to make a copy in the future with silver mounts. I try to always urge her to shoot high and be fearless of failure. Here is our final design.
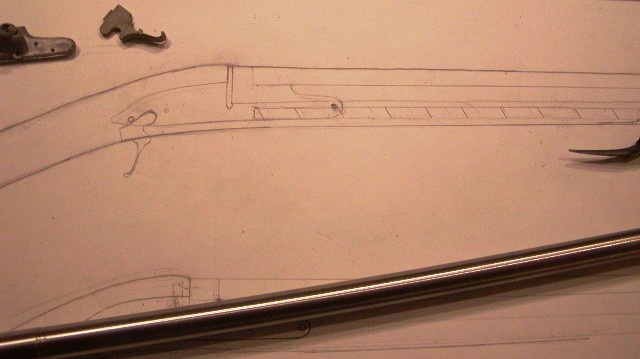
This is going to be a beautiful and elegant gun.
dave





")














