Well, the Cast Nosecap class will have to wait a little while while I try to recreate the set up and take some pictures.
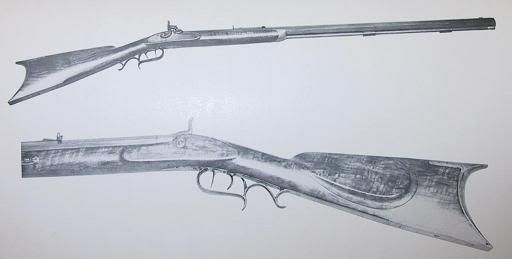
In the meantime, here are a few pictures of my TC.
I let my logic guide me so I ended up with a rather plain gun. My logic said, "Jim, the rifles carried into the Rockys wouldn't have been fancy maple so get some plain maple."
Being easily missled, I listened and ordered the #1 CM. Of course, after finishing it I wondered why I didn't order the #3 and get some stripes to look at, but that's the way it goes sometimes.
Anyway, this gun was bought at a gun show for about $175. It's only problem was a dinged up stock and a little rust in the bore. It shot well so I decided to restock it with Petaconica Rivers TC stock replacement.
That stock has about 3/4 of an inch more drop (as I remember).
I decided the TC Cap Box wouldn't be needed and used all of the TC hardware except the nose cap. It was just not "custom" enough for my liking so although I had never cast a nose cap I decided that is what I would try.
As the Pecatonica stock blank is cut for the TC barrel rib it doesn't have any extra wood on the forend length so rather than putting in a ramrod entry pipe and a nosecap, I went with the nose cap only.
I used just the Birchwood Casey Maple for a stain so it is not as dark as it could have been.
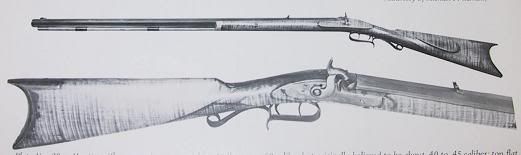
Below is a better view of the final casting.
To cast a cap, you have to remove about 1/8 inch of wood (so the cast wall has some strength) and drill some holes thru so they intersect the barrel channel. 4 of these holes, which are countersunk from the barrel channel side are seen below. These help lock the casting in place.
When the cast metal is poured the barrel is in place to block off the barrel channel. Because of this, you may notice some of the cast material ran under the barrel before hardening. This in effect is the same as "beddeng" the area.
Now, I will say some words about what is envolved and why I did what I did.
To cast the cap, as mentioned above you have to remove the wood 1/16 to 1/8 below the stocks surface to give the cast wall some thickness and strength.
The stopping point for this relief should be cut sharp and clear because you want a nice crisp joint where the metal ends and the wood begans. This meeting place can be fancy and curved or straight as my TC is. That is up to you.
You will have to build several dams. One of these is simple. It just means you will have to place the barrel into the stock to block off the barrel channel.
One of these is the ramrod hole. To do this, I made a slightly tapered plug which fit fairly tightly in the pre-drilled hole. This should be tapered (have a draft angle) so it is a little bigger at the "top" of the cast metal than it is down in the metal to allow you to pull the plug out of the casting.
Some kind of outer wall or dam needs to be made to hold the metal in place while your pouring and while it is cooling.
To do this, I used cardboard from a cereal box and wrapped it around the wood forestock and the barrel.
This will leave gaps between it and the barrel flats. These must be dammed off too. To build these, I used a lot of masking tape. I have heard that some types of clay can be used but haven't tried that. I will say that if you use clay it must be the oil/clay type, not the water/clay if your using REAL pewter or a lead alloy Real pewter has such a high melting point it will cause the water to basically explode on contact.
When the dams are complete, you melt the alloy and with the guns muzzle pointing up, you pour it in.
DO THIS SOMEPLACE WHERE SPILLED METAL WONT BURN THE FLOOR OR SPLATTER ON SOMETHING YOU LIKE!!! The dams usually leak some. (Sometimes they leak a lot, and once you've started pouring you can't say "STOP DAM*ET while I get a plug". You can't stop because if you do and the metal cools, if you pour in more on top you will get a built in crack in the casting.)
When the metal is cooled, remove the barrel, the ramrod plug and all of the other dams. You will have a real ugly blob on the nose of the stock. This blob is easily filed down to the shape you want, and will be finish sanded right along with the wood. It will look good unless you have some air bubbles in it.
This raises the question of the alloy you want to use.
The originals used pewter or some sort of lead alloy. These melt well above 350 degrees F. Some of them are above 550 F.
Alloys at this temperature can char the wood and as you can imagine have some danger. This is why I broke with tradition in a big way.
The alloy I used melts at 185 degrees F.
Not only is this safer from a temperature standpoint (it won't burn the wood and it won't burn you quite as deeply) but it is fairly easy to "uncast" off of the stock if you screw it up during casting. If you were so inclined, you could just soak the faulty casting in boiling water for a while to remove it. (I just gently used a propane torch when my Schuetzen cap casting didn't come out right. Then built a better dam and recast it.)
I used a material called Cerrobend. It is a Bismuth based alloy which is used by manufacturing to hold parts while they are being machined. Brownells sells a product called Cerrosafe (which is about the same thing) for making chamber castings. (Would someone get Doc in here? TG has just passed out). The actual melting point is a function of the alloy and ranges from 160 to 190. Note this is cooler than boiling water. These alloys contain lead and cadmium so caution should be used to avoid ingestion.
The finished casting looks like pewter, it doesn't tarnish, it survives laying all day long in the hot Arizona sun without melting, and it looks as good today as it did when I cast it 5 years ago.
No one will be able to proove it's not real pewter without melting it or running a metallurgical analysis on it so IMO if you can live with yourself, then why not use it.
Well, that's about it for now. I will see what I can do to make a more presentable show and tell sometime in the future.
")