Hi,
Bit of a bump in the road for Maria and I. I had a really bad episode of arthritis in my left knee that hindered me pretty badly. My old-age ailments are not liking the roller coaster winter weather of deep freeze and then record heating that we experienced the last 8 years. In addition, Maria contracted bacterial pneumonia. It was relatively mild but both of us slowed down a lot these last few weeks. But we are back at it, weather and transportation to my shop permitting. It's English fowler butt plate time! Her previous inletting tasks were good preparation for this one. I know a lot of folks are intimidated by these butt plates but they are not really difficult as long as you pay attention to the details. The first step is preparing the butt plate, making sure there is some draft on the tang edges and that the edges of the face plate that fit against the stock are flat and true. Next, we hold the butt plate against the side of the stock and trace the profile of the face on the stock. Usually, we would remove the extra wood with a bandsaw. In this case, she needed the full length of the stock blank to achieve her desired length of pull. We had to remove so little wood so she just rasped it away using an 8" Liogier cabinet makers rasp.

Next we want to shape the step and radius at the heel. We traced the curve on the stock and she cut down at the border of the step and in to remove the extra wood.

We use a Japanese saw that cuts on the pull stroke. They are superior to anything else for this kind of task. Then Maria uses her cabinet makers rasp to shape and round the step.

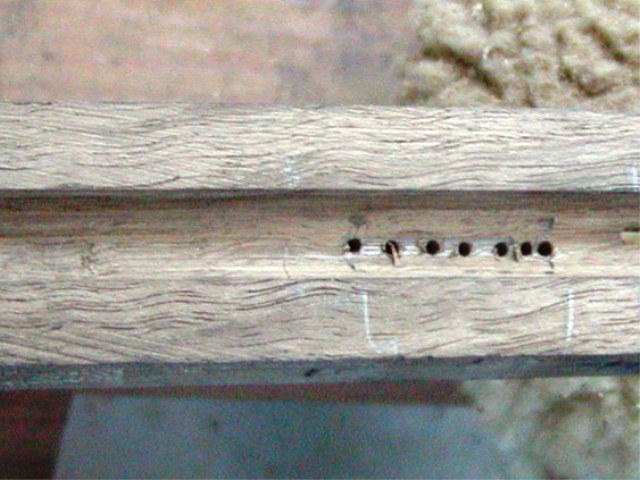
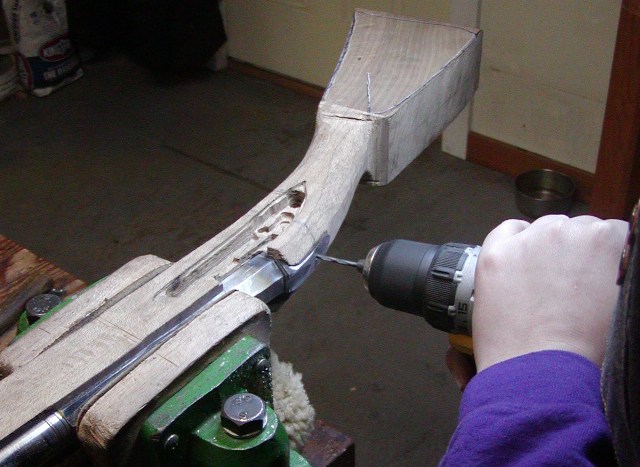
In addition, we locate the position of the lug under the tang on the stock. Inlet it using drills, small flat chisels, and a router bit in my Dremel. We make sure the forward edge of the mortise has extra room to allow the plate to move forward in the slot. The mortise for the lug does not have to be precise.

Next is using the cabinet makers rasp and my dragon rasp to fit face of the plate against the stock enough to make a good tracing of the tang. The tang is inlet with the realization that it will gradually move forward in the mortise as the face of the but plate is fitted to the end of the stock. We inlet the rear of the tang first and move forward but even after the entire tang is cut in, it will always need to be moved forward.

This is why the classic English plates that narrow consistently from heel to front are relatively easy to inlet. As you move them forward, they just close up any gaps. Butt plate returns that have swells are much more difficult.
Here is where we are. Maria is now using inletting black to guide her and the plate is almost in. It needs to move more forward but not very much.



In the process of inletting the plate, Maria and I got into a conversation about history and all the while she kept distractedly brushing blacking on the plate. She covered the plate and got it all over her hands. We laughed and then cleaned the plate and started again.

More to come. Next up is finishing the butt plate inlet and beginning shaping of the butt stock.
dave



































")
